Производство газобетона своими руками: мини линии и установки, нюансы технологии, цены
Производство газобетонных блоков: технология изготовления автоклавного газобетона
Выбор материалов для строительства играет огромную роль. От их свойств зависит скорость строительства, прочность здания, насколько тепло будет внутри, как долго прослужит дом, устойчивость к усадке, механическим факторам, осадкам и конечно же стоимость всех работ. Одним из востребованных материалов являются газобетонные блоки.
Газобетон (другие названия – ячеистый, или газосиликатный, а также ААС – аэрированный автоклавный бетон) – композитный строительный материал, появившийся в Европе в 1930-х годах и к настоящему дню являющийся одной из наиболее распространенных альтернатив традиционным аналогам.
Стены дома из газобетонных блоков имеют степень огнестойкости REI 240 и способны переносить прямой контакт с огнем в течение 4 часов без изменения физических и тепловых характеристик. Данный показатель в несколько раз превышает аналогичные свойства кирпича и является наиболее высоким среди всех строительных материалов.
Как делают газобетонные блоки
Этот вид материала относят к искусственному камню. Состоит газоблок из многих компонентов. Главная отличительная особенность газосиликатного блока – наличие пузырьков газа размерами 0,5 – 3 мм, равномерно распределенных в толще бетона. Благодаря этому газобетон получается легким, имеет небольшую теплопроводность.
Из газосиликатных блоков легко возводить здания в 1 – 3 этажа, делать надстройки на старых домах, быстро возводить торговые, промышленные, хозяйственные постройки.
Характеристики газосиликатов определяются составом и технологией производства. Так, чем больше пузырьков газа в газобетоне, тем больше пористость материала, меньше теплопроводность, но и одновременно меньше прочность.
Суть процесса газообразования – химическая реакция между металлическим алюминием и гидроксидом кальция из известкового раствора, в результате которой получаются алюминаты кальция и водород.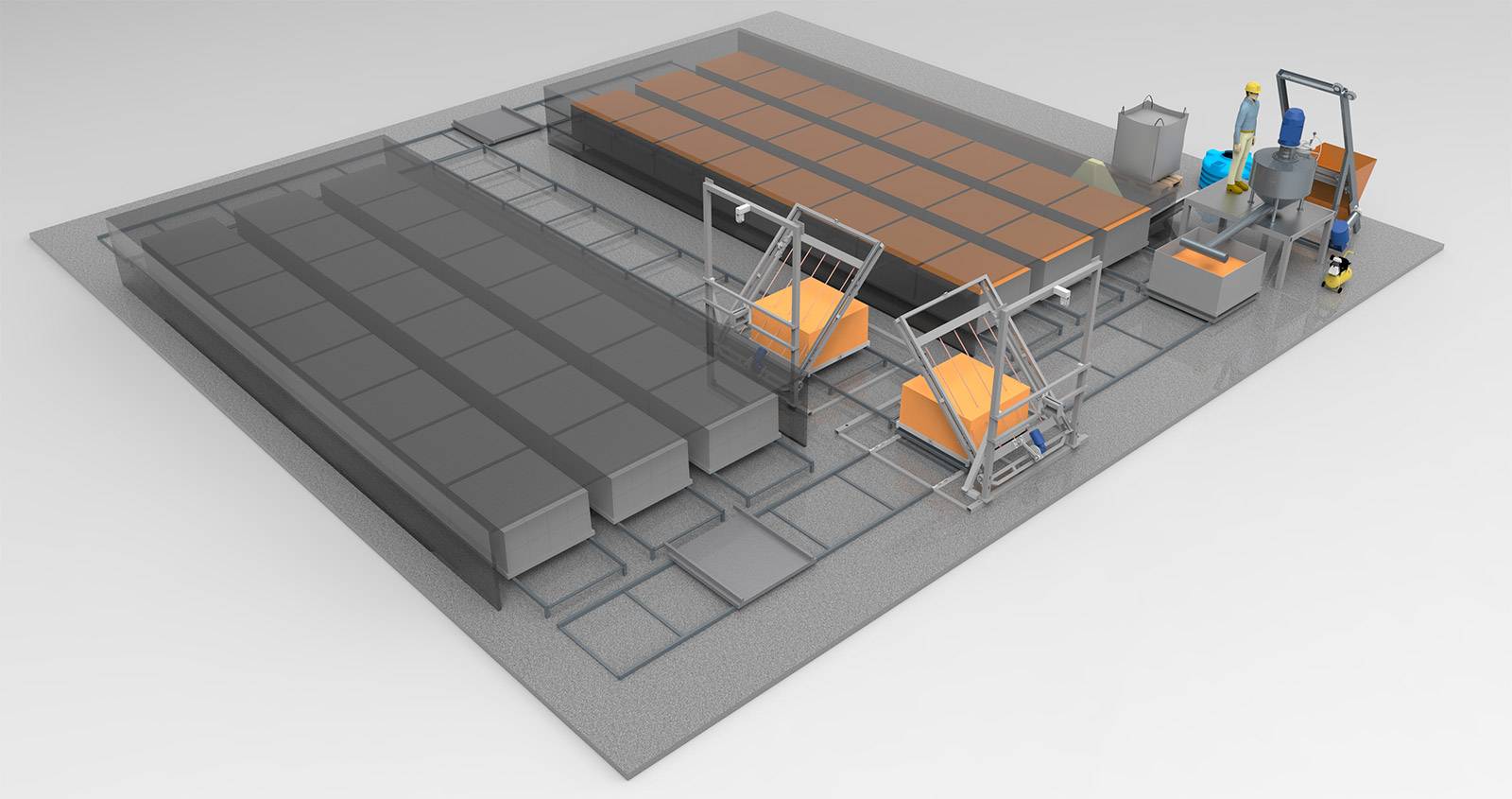 Этот газ равномерно распределяется в полужидкой газосиликатной смеси и заставляет ее увеличиваться в размерах, после чего масса застывает.
Этот газ равномерно распределяется в полужидкой газосиликатной смеси и заставляет ее увеличиваться в размерах, после чего масса застывает.
Для разных целей производят различные виды газобетона. Выбор зависит от этажности здания, нагрузки на конструкцию, требований к уровню тепло- и шумоизоляции. Добиться желаемых результатов можно, используя газосиликатные блоки разной толщины, комбинируя их с другими стеновыми и отделочными материалами.
Состав и технология производства газобетонных блоков
В состав газобетона входят:
- Песок, преимущественно кварцевый, около 70 %.
- Портландцемент 8 – 10 % с высоким содержанием силиката кальция (от 60 %).
- Вода.
- Негашеная известь до 20 % с большим содержанием оксидов магния и цинка.
- Гипс 2 %.
- Пудра из алюминия 2 % – порообразующий компонент. Чаще используют пасты и суспензии из алюминия, так как при добавлении порошка в чистом виде образуется много пыли.


Хлорид кальция добавляют для ускорения процессов затвердения материала. Если добавить армирующие волокна, газобетон получится более прочным. Тогда из него можно делать плиты перекрытия, перемычки. Иногда в состав газосиликатных блоков вводят отходы металлургического производства – золу и шлаки.
Точные состав и пропорции, из чего делают газосиликатные блоки, определяются ГОСТом и зависят от целей строительства. Чтобы получить нужный вид газобетона, закладывают компоненты в соответствующих пропорциях. Процентная доля пор в газобетоне определяет вес и прочность готовой плиты, колеблется в большом диапазоне:
- От 38 % для получения прочных строительных блоков.
- Около 52 % в облегченных плитах, предназначенных для межкомнатных перегородок, надстроек над готовым зданием – мансард, верхних этажей, одноэтажных легких хозяйственных построек.
- До 92 % для получения плит как теплоизоляционного или отделочного материала, на которые не предусмотрены функциональные нагрузки.

Подготовка компонентов смеси осуществляется на отдельных технологических установках (шаровых мельницах), перемалывающих гипс, песок и другие компоненты до состояния шлама плотностью 1,71–1,72 кг/л.
Мощность данного оборудования позволяет перерабатывать 25 тонн прямого шлама в час. Дозировка компонентов выполняется при помощи компьютерного оборудования полностью в автоматическом режиме на основе конкретной рецептуры. Помимо массы учитывается также плотность и температура отдельных элементов смеси.
Корректировка данных показателей производится путем добавления теплой или холодной воды из резервуаров, которыми оснащена смесительная башня.
Приготовление алюминиевой суспензии осуществляется на отдельном участке и добавление ее в смесь происходит через высокоточный весовой дозатор.
Газобетонные блоки торговой марки Bonolit производятся из натуральных компонентов. Для создания смеси используется известь, гипс, кварцевый песок, вода, а также цемент и газообразующие компоненты (алюминиевая паста или пудра).
Наличие газообразователя в смеси дает возможность создать сквозные равномерные ячейки в структуре готовых изделий, что снижает их массу и теплопроводность. Для формирования однородного состава используется специализированное оборудование (шаровые мельницы, шламбассейны и т. д.).
Этапы производства газобетонных блоков
Технология производства газобетона предусматривает выполнение сложных производственных операций, которые невозможно осуществить в кустарных условиях. Компания Bonolit Сonstruction Solutions LLC является крупнейшим предприятием в Европе, занимающимся изготовлением газобетонных блоков. Контролируемый на всех этапах процесс изготовления обеспечивает абсолютное соответствие продукции жестким стандартам и требованиям, предъявляемым к данному материалу.
Газобетон производится в несколько этапов:
- Песок подготавливают – просеивают, после смешивания с водой измельчают в мельнице мокрого помола.
- В большой емкости смешивают сыпучие материалы в нужных пропорциях – измельченный песок, цемент, известь.
- Последними добавляют воду и алюминиевую пудру, после чего начинается реакция с выделением пузырьков газа водорода. Смесь тщательно перемешивают и заливают в прямоугольную форму.
- В течение 4 часов газосиликат отстаивается и увеличивается в объеме, пока не заполнит полностью форму.
- После кантования происходит резка материала на блоки заданного размера. При помощи струн делают пазы, гребни.
- Автоклавирование позволяет значительно увеличить прочность и долговечность газобетонных блоков. Обработка происходит в течение 12 часов при давлении в 8 – 12 атмосфер, температуре – порядка 170 градусов и повышенной влажности.
- Готовые блоки упаковывают, отправляют на склад или напрямую заказчику.

Некоторые блоки не подвергают автоклавированию, а просто высушивают в электропечах. Такой газосиликатный блок стоит дешевле, имеет меньшую прочность, пригоден для возведения небольших одноэтажных хозяйственных построек и жилых домов.
Контроль качества
Важный этап при изготовлении любых строительных материалов – контроль качества. Он позволяет проверить готовую продукцию на соответствие СНИПам и ГОСТам. Контролируют:
- размеры;
- плоскость перпендикулярности;
- теплопроводность;
- процент пористости;
- качество краев и замковых элементов;
- пожаробезопасность;
- звукоизоляцию;
- вентиляционные свойства;
- экологичность.
Каждый компонент смеси, а также готовая продукция проходят обязательный контроль качества в собственной лаборатории компании Bonolit. Помимо этого, образцы сырья и товаров из ассортимента периодически отправляются в Голландию для проведения независимых исследований. Отечественные и зарубежные специалисты регулярно отслеживают уровень экологической безопасности производственных смесей компании Bonolit, а также контролируют качество готовой продукции.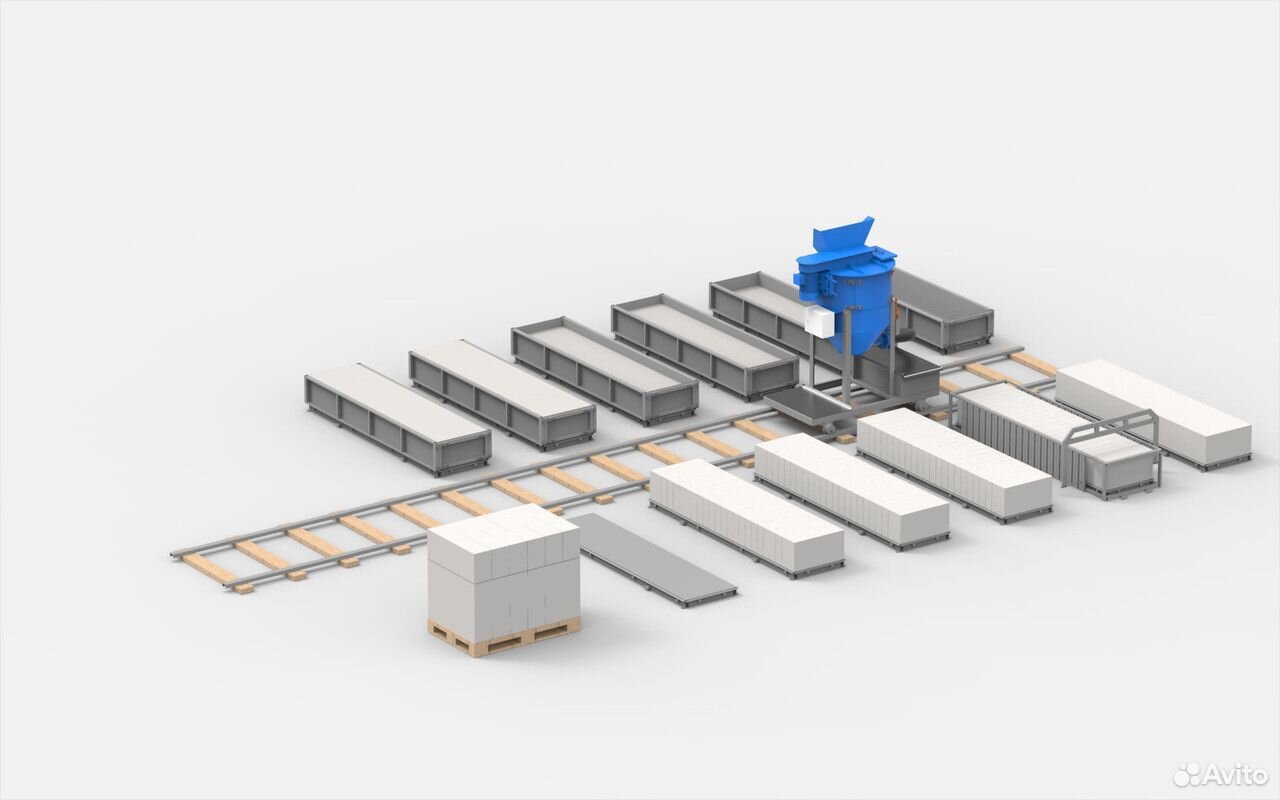
Только после этого газобетон поступает к заказчику, можно быть уверенным в его высоком качестве.
Оборудование для производства газобетона
Для получения надежного газосиликата необходимо современное оборудование:
- Механическое или вибросито для удаления посторонних предметов из песка и цемента.
- Шаровая мельница для измельчения и смешивания сухих сыпучих компонентов.
- Дозаторы, которые отмеряют нужное количество каждого вещества.
- Растворосмеситель равномерно перемешивает все компоненты или бетономешалка.
- Формы для застывания смеси со съемной опалубкой.
- Оборудование для контроля за размерами, количеством пузырьков газа и их распределением.
- Рамы для нарезания плит на блоки нужного размера. Шаблоны, пилы разного размера, струны.
- Автоклавы.
- Парогенератор для создания высокой влажности, паропровод.
- Автоматизированные погрузчики.

Виды, характеристики и размеры газобетонных блоков
В зависимости от свойств газобетона и сферы применения различают:
- конструкционные – плотность 700 – 900 кг/ м куб.;
- конструкционно-изоляционные – плотностью 500 – 700 кг/ м куб.;
- теплоизоляционные газосиликатные блоки – плотностью 350 – 400 кг/ м куб.
По технологии затвердения:
- с использованием автоклава: твердение происходит в условиях повышенного давления, температуры и влажности.
- без него: гидратационное твердение при повышенной температуре и влажности, но при нормальном давлении.
Состав газосиликатной смеси может отличаться. Преобладающим компонентом (более 50 %) может быть:
- известь-кипелка;
- портландцемент;
- шлак;
- смесь шлака и извести;
- высокоосновные золы.
Кремнеземистый компонент тоже бывает разным:
- Природный материал – песок, прошедший очистку и измельчение.
- Отходы промышленности – зола гидроудаления, вторичные продукты, полученные при работе ТЭС, обогащении руд, производстве ферросплавов.

По размерам газосиликатные блоки можно делать:
- По ширине от 10 до 50 см.
- По высоте от 20 до 30 см.
- В длину 50 – 60 см.
По форме блоки из газобетона производят:
- простые прямоугольные для возведения внутренних и наружных стен;
- с пазами и гребнями на месте будущих стыков – для улучшения качества, герметичности, ровности шва;
- для перегородок;
- армированные – для перекрытий;
- U-образные – для оконных и дверных проемов.
Подготовка материалов
Изготовление газосиликата начинается с подбора компонентов, их подготовки. Песок нужно измельчить. Путем просеивания через автоматическое вибросито песок освобождают от крупных посторонних частиц. Далее его измельчают. Для этого смешивают с небольшим количеством воды и в мельнице мокрого помола перемалывают до состояния песчаного шлама. Именно в таком виде его можно уже смешивать с другими компонентами – цементом, известью, водой. Последней добавляют алюминиевую пудру, которая запускает процесс образования пор.
Далее его измельчают. Для этого смешивают с небольшим количеством воды и в мельнице мокрого помола перемалывают до состояния песчаного шлама. Именно в таком виде его можно уже смешивать с другими компонентами – цементом, известью, водой. Последней добавляют алюминиевую пудру, которая запускает процесс образования пор.
Формование
Для придания нужной геометрии газосиликатный раствор заливают в формы. Спустя 3 – 4 часа процесс выделения газа прекращается, увеличение массы в объеме останавливается. Еще примерно через час материал приобретает достаточную твердость, чтобы можно было удалить опалубку с форм. Газосиликатный массив нарезают на модули, ровняют кромку. При помощи струн можно делать гребни, пазы для плотной стыковки соседних элементов. При необходимости отправляют в автоклав для затвердения.
Упаковка
После полного остывания готовых блоков их упаковывают на автоматической линии. Это предохраняет газосиликатные плиты от загрязнения в процессе транспортировки, механических повреждений. Их можно доставлять в вагонах открытого типа и автомобильным транспортом.
Их можно доставлять в вагонах открытого типа и автомобильным транспортом.
Газобетон и газосиликат: какая разница между ними?
Газосиликат состоит главным образом из песка, извести, воды, алюминиевой пудры. Бетон может присутствовать в меньших количествах или отсутствовать совсем. В отличие от него газобетон в составе вяжущей смеси содержит преимущественно портландцемент с небольшим количеством песка и извести. Иногда независимо от состава смеси ячеистые формы бетона называют газобетоном.
Термином газосиликаты пользуются с 2007 года для обозначения газобетонов, подвергшихся автоклавному твердению.
Газосиликат всегда белого цвета, имеет однородную структуру, ровные края и поверхности без сколов, дефектов. Так как газосиликатные блоки подвергаются обработке в автоклаве, их прочностные характеристики намного выше.
Газобетон серого цвета, часто имеет изъяны и дефекты на поверхности, изъеденные края. Он рассчитан на меньшие нагрузки.
Свойства газобетонных блоков: достоинства и недостатки
Газобетон широко используется в строительстве жилых, торговых, промышленных объектов с небольшой этажностью (до 3 этажей). Преимущества пористого бетона такие:
- Небольшой вес газосиликата по сравнению с кирпичом. Масса одного блока составляет 30 – 32 кг, по площади он заменяет около 30 кирпичей, которые весили бы более 100 кг.
- Экономически выгодно – за счет пор требуется меньше количество исходных материалов, меньше работников для кладки, высокая скорость строительства.
- Газосиликат экологически чистый, не содержит искусственных компонентов, не выделяет в воздух вредных веществ.
- Устойчив к огню.
- Достаточная прочность. В многоэтажных конструкциях используют газосиликатные плиты плотностью от 700 до 900 кг/ м куб.
- Сохраняет тепло внутри помещения, теплопроводность 0,1 – 0,12 Вт/м °C.
- Имеет хорошее сцепление с цементом.
- Хорошо гасит шумы.
- Благодаря ячеистой структуре газосиликат хорошо пропускает воздух, внутри дома будет благоприятный микроклимат.
- Не подвержен процессам гниения.
- Благодаря точным размерам не требуется подгонка при укладке плит (отклонения в геометрии не превышают 1,5 мм).
- Газобетон легко подвергается обработке – можно резать, пилить, сверлить, штробить, обтесывать. Для этого подходят инструменты из стали, специальные напайки из твердых сплавов не требуются.
- Имеет низкий уровень естественной радиоактивности, так как в составе нет тория, урана (слюда и гранит в процессе производства не используются).Безотходное производство, так как срезанные при формовании части газосиликата подвергаются повторной переработке.

Как у любого материала, у газосиликата есть и недостатки:
- Легко впитывает влагу, поэтому наружные поверхности требуют дополнительной защиты. Также его нельзя применять в качестве строительного материала при влажности выше 65 %.
- Не пригоден для возведения зданий выше 3 этажей.
- Слабое место – стыки между плитами. Их прочность и герметичность зависят от качества и технологии нанесения клея.
Газобетон своими руками
Сделать материал, который по свойствам напоминает газобетон, можно в домашних условиях. Однако надо понимать, что готовые плиты не будут точно соответствовать строительным нормам и требованиям. При отсутствии оборудования, которое обеспечит точное дозирование, качественное перемешивание, автоклавирование, готовая продукция будет уступать по качеству тем газосиликатным блокам, которые изготовлены на производстве.
Чтобы делать газобетон, понадобится оборудование:
- вибросито;
- мельница шаровая;
- бункер-дозатор;
- газобетоносмеситель;
- режущие рамы;
- автоклавный генератор пара.
Компоненты газобетона нужно взять в таких соотношениях:
- песок 450 кг;
- негашеная известь 120 кг;
- цемент 60 кг;
- гипс 0,5 кг;
- вода 450 кг.

После просеивания измельчить компоненты, перемешать, снова просеять. Поместить в бетономешалку и добавить воду, затем 0,5 кг суспензии алюминия. Вылить в форму примерно до половины и оставить на 2 часа для застывания. Распалубить и нарезать застывшую газобетонную массу. При наличии автоклава отправить блоки на затвердение.
И все-таки лучше приобрести газоблоки от производителя в компании Bonolit Group. Здесь изготовление происходит на высокотехнологичных автоматизированных линиях, что позволяет получать продукт, полностью соответствующий заданным характеристикам. Газобетон марки Bonolit отмечен дипломом «100 лучших товаров России» и рекомендован к внесению в Перечень инновационной, высокотехнологичной продукции и технологий. По факту, характеристики газосиликата даже превосходят требования ГОСТ, что подтверждено сертификатами на готовую продукцию.
Bonolit – это новые технологии и лучшее решение для частного домостроения в условиях климата Московского региона. Они отлично переносят изменения температур и способствуют поддержанию идеального микроклимата внутри помещения. Благодаря низкой теплопроводности и способности «дышать», в доме из такого материала тепло зимой и прохладно летом.
Они отлично переносят изменения температур и способствуют поддержанию идеального микроклимата внутри помещения. Благодаря низкой теплопроводности и способности «дышать», в доме из такого материала тепло зимой и прохладно летом.
Вы также можете заказать проект для дома, внести и согласовать изменения в готовых проектах на использование газоблоков, получить консультацию по поводу технических характеристик материалов, заказать доставку. Здесь же можно купить качественные строительные инструменты, смеси, клеевые составы для разных материалов. По желанию можно пройти обучение, как правильно строить из газобетона, подбирать сопутствующие товары.
Газобетонные блоки своими руками: технология изготовления
Сегодня для строительства все чаще применяются материалы, которые можно сделать своими руками, закупив только необходимые ингредиенты. Все они характеризуются отличными эксплуатационными особенностями, прочностью; стоимость их выходит в итоге не слишком большая. Одним из таких материалов является газобетон. Укладка блоков простая, а сам материал отличается многочисленными достоинствами включая хорошие теплоизоляционные свойства, важные для строительства дома.
Одним из таких материалов является газобетон. Укладка блоков простая, а сам материал отличается многочисленными достоинствами включая хорошие теплоизоляционные свойства, важные для строительства дома.
Газобетонные блоки имеют хорошие теплоизоляционные свойства.
Газобетон не является новинкой на рынке, впервые он использовался для строительства еще в начале прошлого века. Активное его применение в сооружении зданий началось около 10 лет назад. Хотя сама технология изготовления газобетона была запатентована Эриксоном, архитектором из Швеции, в далеком 1924 году.
Ранее газобетон изготавливался только в заводских условиях, так как для этого требовалось в точности соблюдать технологию и подбор пропорции для замешивания. Само производство несложное, но вес одного блока, который получается после заливки, не самый малый, поэтому работы надо выполнять хотя бы вдвоем.
Для производства газобетона потребуются:
Таблица производства газобетонных блоков.
- портландцемент;
- кварцевый песок;
- алюминиевая пудра;
- вода;
- известь.
Сам процесс изготовления основан на использовании одного из 2-х методов:
- автоклавного;
- неавтоклавного.
Первый метод применяется в заводских условиях, так как для него необходимо наличие спецоборудования. Блоки после заливки спекаются при специально созданных условиях. Самостоятельно создать их не получится, поэтому практичнее использовать 2-й метод. Бетон заливается в формы и высыхает в естественных условиях. Газобетонный блок затем извлекается и при необходимости разрезается на части. Хотя лучше сразу использовать для заливки формы, которые соответствуют требуемым размерам.
Компоненты для изготовления смеси
Чтобы сделать газобетонные блоки своими руками, необходимо приготовить следующие ингредиенты:
Таблица размеров газобетонных блоков.
- На каждый кубометр готового газобетона (по выходу) требуется примерно 250-300 л воды. Это должна быть чистая питьевая воды. Лучше всего ее брать из поверхностных слоев любых чистых источников.
- На кубометр готового газобетона требуется примерно 260-320 кг цемента. Для самостоятельного изготовления используются марки M500D0, M400D0.
- Карьерный песок, речной, очищенный. Количество его на кубометр готовой смеси составляет 250-350 кг. Лучше всего брать мелкий, размер частиц которого составляет до 2 мм. Ни в коем случае не допускается содержание веток, мусора, глины.
- Специальные добавки для газобетона. Количество 1-3 кг на каждый кубометр готовой смеси.
- Газообразователь, т. е. алюминиевая пудра. Достаточно 0,5-0,7 кг на каждый готовый кубометр бетона. Пудра нужна для того, чтобы в смеси началась реакция, необходимая для газообразования. Во время замешивания начинает выделяться газ, внутри бетона образуются пузырьки, ячейки, которые и придают составу необходимые ему качества.
- Смазка для контейнеров в количестве 0,3-0,5 кг на куб. Перед тем как начать заливку эмульсиями тщательно смазываются формы. Нельзя применять отработанные масла, так как они содержат большое количество сажи.

Сделать газобетон своими руками не так сложно, но важно в точности соблюдать все этапы производства, подобрать ингредиенты для будущей смеси в правильной пропорции.
Список оборудования:
- Формы для заливки будущих газобетонных блоков, которые могут иметь различный размер. Лучше всего приобретать уже готовые контейнеры.
- Струны, которые необходимы для удаления излишков смеси с поверхности форм.
- Бетономешалка, которая будет использована для перемешивания смеси.
Требования к ингредиентам
Таблица сравнения характеристик газобетона и пенобетона.
Самостоятельно сделать большой объем строительного материала не получится, но для сооружения небольшого дома их вполне хватит. Вес одного блока стандартного размера может составлять примерно 650 кг. Поэтому необходимо присутствие нескольких человек не только для выполнения кладки стен, но и для заливки форм, вытаскивания газобетонных блоков из контейнеров. При выполнении всех условий газобетонные блоки получатся прочными и качественными, стоимость их будет меньше, чем при покупке уже готового материала.
Вес одного блока стандартного размера может составлять примерно 650 кг. Поэтому необходимо присутствие нескольких человек не только для выполнения кладки стен, но и для заливки форм, вытаскивания газобетонных блоков из контейнеров. При выполнении всех условий газобетонные блоки получатся прочными и качественными, стоимость их будет меньше, чем при покупке уже готового материала.
Можно использовать специальные установки, которые замешивают газобетон в автоматическом режиме. Их можно арендовать, но зато оборудование самостоятельно дозирует ингредиенты, выполняет замешивание бетона именно того качества, которое необходимо. Расходы на аренду будут оправданы.
Пропорции газобетона могут быть различными, но лучше всего придерживаться следующей формулы (для газобетона D-600):
- портландцемент ПЦ500 D0 – 65%;
- очищенный песок – 30%;
- доломит – 5%;
- В/Т – до 0,48.
Известковая мука, т. е. доломит, может содержать примерно до 10% газобетона, но важно определиться с тем, какой цвет блоков необходим. При большем количестве извести цвет газобетонных блоков будет более светлым. Большое количество пудры также не требуется, она выступает в качестве катализатора реакции газообразования.
При большем количестве извести цвет газобетонных блоков будет более светлым. Большое количество пудры также не требуется, она выступает в качестве катализатора реакции газообразования.
Процесс изготовления газобетона
Схема дома из газобетонных блоков.
Чтобы сделать ячеистый бетон, необходимо выполнить несколько этапов, которые включают:
- дозировку ингредиентов, перемешивание сухой смеси;
- добавление воды, замешивание раствора;
- заполнение получившейся массой форм для заливки;
- выдержку смеси для набора прочности, высыхание газобетонных блоков и их извлечение из форм.
Необходимо тщательно отмерить все сухие ингредиенты, нужные для производства газобетонных блоков. Основными материалами являются цемент, известь, песок. Чтобы запустить процесс газообразования, необходимо использовать алюминиевую пудру. После реакции с водой она провоцирует выделение водорода, смесь начинает вспениваться. Пропорции очень важны, так как именно от них зависит прочность, пористость и другие характеристики будущего газобетона.
Пропорции очень важны, так как именно от них зависит прочность, пористость и другие характеристики будущего газобетона.
Схема производства газобетона.
На втором этапе осуществляется перемешивание компонентов. Масса должна получиться однородной. От качества замеса зависит и то, каким будет газобетон после приготовления. Для замешивания необходимо использовать только специальное оборудование. Подойдут бетономешалки, вручную этот процесс не производится.
Когда будущий бетон перемешан, необходимо начинать его заливку по формам.
Формы применяются специальные, лучше всего приобрести уже готовые, которые полностью соответствуют всем требованиям.
Заливка проводится только до половины форм, ни в коем случае нельзя заливать их полностью. Это объясняется тем, что в процессе газообразования смесь сильно увеличивается в объемах, полностью заполняя все формы. После того как увеличение объема закончено, при помощи металлического прута необходимо сверху все излишки смеси убрать, чтобы верхняя часть получилась ровной и гладкой. Производится это примерно через 6 часов после того, как заливка была выполнена.
Производится это примерно через 6 часов после того, как заливка была выполнена.
Как происходит сушка газобетонных блоков?
Правильная и неправильная отделка домов из газобетона.
Далее будущие блоки выдерживаются в формах примерно 12 часов, при этом держать их надо на закрытой площадке. Затем их можно извлекать из контейнеров, далее их на пару суток оставляют на ровной поверхности для набора прочности. Для полного приобретения всех необходимых показателей газобетонный блок надо выдерживать 28 дней.
Во время заливки можно использовать контейнеры различных форм и размеров. Во время планирования надо учесть и то, что некоторое количество материала может уйти на подбор правильной пропорции, так как универсального рецепта нет. Еще некоторое количество может уйти на брак. В любом случае изготовление газобетонных блоков своими руками будет более дешевым, чем покупка уже готовых или использование других материалов для строительства, например, традиционного кирпича.
После того как весь материал готов, может начинаться его укладка. Для этого применяется специальный клеевой раствор, который обеспечивает не такую большую толщину шва, как при цементном растворе. В итоге теплопотери будут меньшие, а прочность выше. Начинается кадка от угла, обязательно надо для каждого ряда соблюдать перевязку, чтобы стена получилась прочной и надежность. Во время кладки необходимо использовать металлические пруты для армирования. Процесс этот несложный, следует заранее проделать в блоках пазы – в них и будут устанавливаться пруты. После этого сверху укладывается слой раствора, начинается кладка следующего ряда.
Газобетонные блоки представляют собой прочный и качественный строительный материал, который используется для различных целей. Сегодня он стал популярен для малоэтажного частного строительства. Некоторые умельцы предпочитают не покупать такие блоки в уже готовом виде, а делать их своими руками. Для этого необходимо в точности соблюдать разработанную технологию изготовления.
Состав газобетона на 1 м3, пропорции, изготовление в домашних условиях
Газобетонные блоки относятся к востребованным изделиям, успешно сочетающим теплоизоляционные и конструкционные свойства. При соблюдении пропорций и простых правил замеса они без проблем изготавливаются дома, при наличии подходящего оборудования и проведения автоклавной обработки выпуск продукции организовывается в промышленных масштабах. Итоговые характеристики зависят от качества сырья, тщательности его подготовки и последовательности соединений при замесе, правильный материал имеет однородную закрыто-ячеистую структуру.
Виды и состав газоблоков, соотношение
В зависимости от вида и соотношений используемого вяжущего выделяют следующие разновидности:
- Цементные, с долей ПЦ с маркой прочности от М300 и выше, достигающей 50 % от общей массы.
- Известковые, на основе негашеной помолотой кипелки (до 50 %), гипса, шлака, цемента или их смесей (до 15 %).
- Шлаковые, полученные путем вспенивания молотых отходов металлургии с другими видами вяжущего.
- Зольные, содержащие до 50 % продуктов уноса.
- Смешанные, получаемые путем соединения всех вышеперечисленных видов вяжущего, с долей ПЦ от 15 % и выше.

В качестве инертного заполнителя применяется кварцевый и другие виды песка и вторичные отходы металлургии и теплоэнергетики: зола уноса и гидроудаления, ферросплавные шлаки, продукты обогащения рудных материалов. Все они вводятся после тщательного размола, доля в общем составе варьируется от 20 до 40 %. Поризация обычного и автоклавного газобетона достигается за счет ввода алюминиевой пудры и хлорида кальция, для затворения смеси используется вода с минимальным содержанием солей. К улучшающим свойства добавкам относят упрочнители, полиамидные пластмассы и аналогичные вещества, снижающие усадку, их соотношение в общей массе очень низкое.
Ориентировочные пропорции сырья для газобетона без автоклавной обработки:
| Наименование | Доля в общей массе, % | ||
| Портландцемент | 15-50 | 51-71 | 35,3-49,4 |
| Наполнитель | Кварцевый песок: 31-42 | Молотый микрокремнезем: 0,6-3,5 | Молотый известняк до удельной поверхности 300-700 м2/кг: 12,4-26,5 |
| Алюминиевая пудра | 0,1-1 | 0,01-0,15 | 0,06-0,1 |
| Известь | — | 0,04-0,7 | 2,6-2,65 |
| Полуводный гипс | — | 0,1-0,4 | — |
| Другие добавки | Каустическая сода: 0,05-0,45 | Хлористый кальций: 0,5-3 | Хлорид кальция: 0,18-0,25 |
| Вода для затворения | Все остальное | ||
Приведенные пропорции также подходят для автоклавного производства газобетона, в перерасчете на вес на приготовление 1 м3 смеси с плотностью 600 кг/м3 уходит 90 кг ПЦ, 375 – чистого кварцевого песка тонкого помола, 35 – известняка, 0,5 – порообразователя и около 300 л чистой воды комнатной температуры. Компоненты растворов могут меняться, а соотношения вяжущих при их комбинировании варьироваться от 1:0 до 1:5 (отмеряется по доле цемента). Требуемая марка прочности последнего зависит от целевого назначения, для изготовления теплоизоляционных марок используется ПЦ М300, конструкционно-теплоизоляционных – М400, плотных конструкционных – М500. В отличие от обычных товарных бетонов в данном случае лучшие результаты наблюдаются при вводе составов с примесями пуццолана и шлака (имеющим маркировку Д20, а не Д0).
Компоненты растворов могут меняться, а соотношения вяжущих при их комбинировании варьироваться от 1:0 до 1:5 (отмеряется по доле цемента). Требуемая марка прочности последнего зависит от целевого назначения, для изготовления теплоизоляционных марок используется ПЦ М300, конструкционно-теплоизоляционных – М400, плотных конструкционных – М500. В отличие от обычных товарных бетонов в данном случае лучшие результаты наблюдаются при вводе составов с примесями пуццолана и шлака (имеющим маркировку Д20, а не Д0).
Особые требования выдвигаются к порообразователю: для достижения равномерной ячеистой структуры материала применяется алюминиевая сухая пудра с долей активного металла в пределах 90-95 % или суспензии – до 93. Их ввод требует осторожности: при снижении доли менее 0,06 % блоки не достигают заданной пористости, при засыпке более 0,1 – выделяется избыток водорода, приводящий к образованию чересчур крупных ячеек, вырыванию из них газа и усадке изделий.
Существует четкая связь между качеством используемого наполнителя и прочностными характеристиками: чем тоньше будет его помол, тем лучше. Водоцементное соотношение подбирают опытным путем, доля затворяемой жидкости достигает 45-75% от общего веса сухих составляющих и в идеале сводится к минимуму.
Водоцементное соотношение подбирают опытным путем, доля затворяемой жидкости достигает 45-75% от общего веса сухих составляющих и в идеале сводится к минимуму.
Лучшие результаты при изготовлении неавтоклавного газобетона наблюдаются при В/Ц=0,4, повышение этого показателя приводит к снижению прочности материала.
Технология получения газоблоков в домашних условиях
Для кладочных изделий помимо сырья и емкостей для замеса потребуются формы – заводские металлические или самоделки из фанеры и дерева. Их размеры зависят от назначения блоков: чем больше будет ячеек, тем быстрее пойдет процесс выпуска. Внутренние стороны форм выполняются из ламинированной фанеры или других влагостойких материалов, принимаются меры по исключения протеканию воды, с целью упрощения выемки стенки смазывают составами на основе воды и технического масла в соотношении 3:1, эту процедуру повторяют каждый раз перед заполнением.
Этап замеса считается самым сложным в домашнем производстве, без дозаторов и оборудования для подготовки компонентов пропорции подбираются только опытным путем. Любое изменение степени активности вяжущего, температурных условий или чистоты воды оказывает прямое влияние на процесс поризации и итоговое качество. Важную роль играет последовательность соединения ингредиентов: вяжущее, песок или другие сухие заполнители перемешиваются и затворяются водой порционно, вплоть до получения однородной консистенции (но не более 5 мин, в противном случае цемент начнет схватываться), далее в нее вводят хлористый кальций или каустическую соду (при наличии их в выбранном составе), и в последнюю очередь – алюминиевую пудру или суспензию. После засыпки порообразователя смесь перемешивается со всей возможной тщательностью не более, чем 1 минуту и заливается в предварительно подготовленные формы.
Любое изменение степени активности вяжущего, температурных условий или чистоты воды оказывает прямое влияние на процесс поризации и итоговое качество. Важную роль играет последовательность соединения ингредиентов: вяжущее, песок или другие сухие заполнители перемешиваются и затворяются водой порционно, вплоть до получения однородной консистенции (но не более 5 мин, в противном случае цемент начнет схватываться), далее в нее вводят хлористый кальций или каустическую соду (при наличии их в выбранном составе), и в последнюю очередь – алюминиевую пудру или суспензию. После засыпки порообразователя смесь перемешивается со всей возможной тщательностью не более, чем 1 минуту и заливается в предварительно подготовленные формы.
При изготовлении газобетонных блоков в домашних условиях раствором заполняется только половина ячейки. Реагирование ингредиентов начинается незамедлительно, объем массы нарастает в течение первых 5-10 минут, после чего она слегка усаживается. Полученную «горбушку» срезают струной, формы оставляют в теплом помещении на сутки. Элементы вынимают с максимальной аккуратностью и размещают на стеллажах или поддонах до окончательного набора прочности.
Для получения автоклавных изделий они проходят обработку горячим паром под избыточным давление в специальных камерах, в домашних условиях этот этап пропускается. Это вместе с отсутствием возможности строгого контроля за составом и геометрической точностью форм объясняет уступку качества кустарных элементов заводским. С целью его улучшения принимается ряд мер:
- Площадка или помещение защищаются от сквозняков и холодной температуры. В идеале работы проводятся в теплое время года.
- Формы слегка прогревают перед смазыванием. После выемки изделий оценивается состояние стенок и проводится их тщательная чистка.
- Сухие компоненты перед затворением водой просеиваются сквозь сито и вводятся малыми порциями.
Производство газобетонных блоков: victorborisov — LiveJournal
Газобетон — современный энергоэффективный материал для индивидуального строительства.
 Он относится к ячеистым бетонам т.к. до 85% объема материала занимают пузырьки газа. Газобетон обладает превосходными теплоизоляционными характеристиками, имеет небольшую массу и легко поддается обработке. И самое главное — дом из газобетона можно построить самостоятельно, без посторонней помощи (один человек в день может выложить до 3 кубических метров газобетона). Главное не путать газобетон и пенобетон, это совершенно разные материалы, об этом поговорим в конце репортажа.
Он относится к ячеистым бетонам т.к. до 85% объема материала занимают пузырьки газа. Газобетон обладает превосходными теплоизоляционными характеристиками, имеет небольшую массу и легко поддается обработке. И самое главное — дом из газобетона можно построить самостоятельно, без посторонней помощи (один человек в день может выложить до 3 кубических метров газобетона). Главное не путать газобетон и пенобетон, это совершенно разные материалы, об этом поговорим в конце репортажа.Чтобы более подробно увидеть процесс производства газобетона я отправился на завод Ytong в Можайске, начавший свою работу в 2008 году. По объемам произодства газобетона, это самый крупный завод в России. Смотрим!
2. Для производства газобетона используется безопасное сырье: цемент (~20%), известь (~20%), кварцевый песок (~60%), алюминиевая паста (~1%) и вода. Все компоненты смешиваются в определённых пропорциях, которая определяется требуемой прочностью готовой продукции.
3. Основу газобетона составляет песок, который нужно предварительно обработать.
Основу газобетона составляет песок, который нужно предварительно обработать.
4. Для этого используются шаровые мельницы.
5. Внутри барабана находятся вот такие шары, которые измельчают песок до превращения в пыль. Это нужно для того, чтобы после формовки блоки было легче обрабатывать.
6. После этого исходное сырье поступает в накопительные бункера на хранение. Затем в газобетоносмесителе происходит смешивание песка, цемента и извести.
7. А непосредственно перед заливкой к уже смешанным компонентам добавляется вода и суспензия алюминиевой пасты. Готовая смесь заливается в специальную прямоугольную форму (стенки формы не имеют жесткого соединения с дном) примерно на 2/3.
8. Именно на этом этапе происходит самое интересное. Алюминиевая паста вступает в реакцию с известью, в результате получается водород. Он образует в сырьевой массе огромное количество пор размером от 0,5 до 2 мм, разномерно распределённых внутри. Поддоны со смесью медленно продвигаются в герметичном помещении с запредельной влажностью (это единственный кадр, который я успел сделать до того, как запотел объектив) до тех пор, пока смесь не увеличится в объеме до верхней кромки поддона.
Поддоны со смесью медленно продвигаются в герметичном помещении с запредельной влажностью (это единственный кадр, который я успел сделать до того, как запотел объектив) до тех пор, пока смесь не увеличится в объеме до верхней кромки поддона.
9. Через некоторое время (2-3 часа) транспортёр переносит форму с застывшей смесью на следующий этап. Показательно, что подъемник только за счёт ваккуума удерживает поддон без дна.
10. Теперь застывшую форму разрезают на блоки равного размера. Сначала в поперечном, а затем продольном направлениях. На заводе одна линия, которая единовременно может производить блоки только одного размера. Для производства блоков другого типоразмера просто заменяют ножи. Большая площадь для складирования готовой продукции позволяет всегда иметь в наличии полный ассортимент продукции.
11. После этого внешняя проверхность блоков шлифуется и затем они прижимаются друг к другу.
12. Кран захватывает поддон с блоками и переносит их на следующий этап производства.
Кран захватывает поддон с блоками и переносит их на следующий этап производства.
13. И сразу же укладывается новый поддон в основание для следующей партии блоков. Да, очень важный факт — производство на заводе полностью автоматизировано и практически не требует участия человека. Люди работают только на линии упаковки (она пока еще не настолько автоматизирована), складе и в испытательной лаборатории. Всего на заводе работает менее 80 человек (завод работает круглосуточно).
14. Теперь блоки нужно поместить в автоклав. Слева «сырые» блоки, справа уже «готовые». Здесь хочу упомянуть следующий момент, после автоклавирования блоки имеют влажность порядка 30%, которая постепенно (в течение года) упадёт до 5-10%.
15. Автоклавирование очень важный этап, улучшающий свойства газобетонных блоков.
16. Разрезанные блоки помещают в специальные автоклавные камеры, где они в течение 12 часов при повышенном давлении в 12 кг/кв. см. обрабатываются насыщенным паром при температуре 190°C. При этом температура в начале и конце цикла плавно поднимается и опускается в течение определённого времени.
см. обрабатываются насыщенным паром при температуре 190°C. При этом температура в начале и конце цикла плавно поднимается и опускается в течение определённого времени.
17. Каждый автоклав имеет длину более 30 метров. Использование автоклавирования позволяет повысить прочность газобетонных блоков и уменьшить его последующую усадку (менее 1 мм/м).
18. Каждая партия блоков после автоклавирования отправляется в лабораторию для проверки на соответствие заданным характеристикам. На этом станке нарезаются кубики правильной формы, которые затем отправятся на испытания.
19. А готовые блоки отправляются на линию упаковки. Здесь их складывают в 2 ряда. Позиционирование рядов блоков производят вручную.
20. Затем их переворачивают на бок под уже установленные деревянные паллеты. После чего блоки запечатываются в плёнку (чтобы защитить их от повреждений) и отправляются на склад.
21. Склад расположен под открытым небом, здесь всегда есть запас всей выпускаемой продукции. Ежедневно с завода отгружается покупателям более 2000 кубометров блоков.
Склад расположен под открытым небом, здесь всегда есть запас всей выпускаемой продукции. Ежедневно с завода отгружается покупателям более 2000 кубометров блоков.
22. Основная продукция завода это блоки толщиной от 50 до 500 мм с плотностью от 400 до 500 кг/куб.м.
И ещё несколько слов про различия газобетона и пенобетона. Понятно, что газобетон материал новый, но очень многие неосознанно их путают даже не понимая, что их характеристики существенно отличаются.
Во-первых, их различие кроется в названии. Для производства пенобетона используется пена, состоящая их вредных химических веществ (канифоль, клей, едкий натр и т.д.). А в производстве газобетона используется газ, образующийся в результате химической реакции извести и алюминиевой пасты, в результате получается просто водород. То есть газобетон является экологически чистым строительным материалом.
Во-вторых, пенобетон имеет очень низкие прочностные характеристики. А здесь, как известно, имеет место быть обратная зависимость.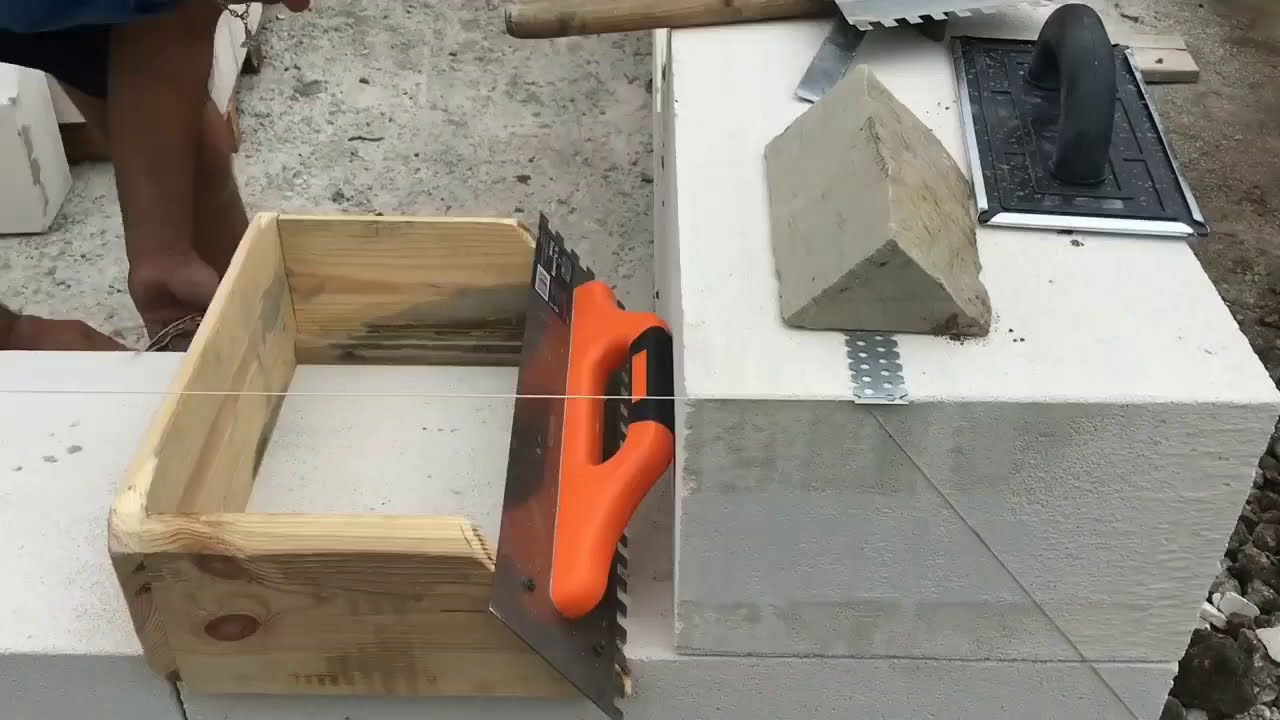 То есть, чем ниже плотность (и соответственно прочность), тем «теплее» материал. Но если газобетон плотностью D400 (400 кг/кв.м) можно использовать для несущих стен в домах до 3 этажей включительно и он будет обладать классом прочности В2,5 и морозстойкостью F100, то из пенобетона плотностью ниже D600 вообще нельзя делать несущие стены. Следовательно и теплопроводность пенобетона D600 будет значительно выше (то есть «холоднее»), чем газобетона D400.
То есть, чем ниже плотность (и соответственно прочность), тем «теплее» материал. Но если газобетон плотностью D400 (400 кг/кв.м) можно использовать для несущих стен в домах до 3 этажей включительно и он будет обладать классом прочности В2,5 и морозстойкостью F100, то из пенобетона плотностью ниже D600 вообще нельзя делать несущие стены. Следовательно и теплопроводность пенобетона D600 будет значительно выше (то есть «холоднее»), чем газобетона D400.
В-третьих, технология производства пенобетона обычно не подразумевает использования автоклавов и нарезки блоков после застывания. Обычно его заливают сразу в готовые формы, а в результате блоки дают большую усадку (3-5 мм/м) после строительства. Не говоря уже о том, что сам процесс автоклавирования повышает прочность блоков в 3-4 раза.
Добавлено чуть позже:
Что уже сделано по строительству:
1. Начало
2. Подготовительный этап
3. Стеклопластиковая арматура
4. План дома
5. Земляные работы (часть 1)
6. Земляные работы (часть 2)
Земляные работы (часть 2)
7. Фундамент (часть 1)
8. Фундамент (часть 2)
Чем отличается автоклавный газобетон от неавтоклавного?
В последнее время в связи с ростом популярности строительных блоков из ячеистых бетонов часто возникает вопрос: в чем отличие автоклавного газобетона от неавтоклавных материалов (пенобетона и неавтоклавного газобетона)? Постараемся ответить на данный вопрос в этой статье.
Распространены несколько терминов, обозначающих строительные материалы из ячеистого бетона – газобетон, пенобетон, кроме того есть такие характеристики, как автоклавный и неавтоклавный. Разберемся в определениях. Ячеистый бетон – это общее наименование всех легких бетонов, которые характеризуются наличием множества пор (ячеек) в своей структуре, которые придают улучшенные физико-механические свойства материалу.
По способу порообразования ячеистые бетоны делятся на пенобетоны и газобетоны. Как следует из названия, в одном материале для создания ячеистой структуры применяется химическая пена, а в другом газ.
Как следует из названия, в одном материале для создания ячеистой структуры применяется химическая пена, а в другом газ.
Пенобетон – застывший в поризованном состоянии цементно-песчаный раствор. Ячеистая структура в нем формируется за счет введения и «взбивания» химических пенообразователей. Как правило, цех по производству пенобетона («заводом» назвать эту фабрику крайне сложно), небольшой по площади с преобладанием ручного труда и неквалифицированного персонала. Объем производства крайне мал, оборачиваемость средств низкая, поэтому экономить в таком производстве приходится буквально на всем, что явно не способствует повышению качества готового продукта.
Насыщения бетона газом, выделяющимся при реакции извести и алюминиевой пасты – процесс достаточно сложный и требующий тщательного контроля за дозировкой этих компонентов. Обеспечить это возможно только на крупных заводах с качественным автоматизированным оборудованием, и еще недавно термин «газобетон» уже по умолчанию означал наличие автоклавной обработки. Так постепенно в сознании потребителя сформировалось устойчивое и вполне объективное мнение: пенобетон – это дешево и с посредственными характеристиками; газобетон – немного дороже, но значительно лучше качество и стабильные свойства.
Так постепенно в сознании потребителя сформировалось устойчивое и вполне объективное мнение: пенобетон – это дешево и с посредственными характеристиками; газобетон – немного дороже, но значительно лучше качество и стабильные свойства.
В конкурентной борьбе за покупателя, производители пенобетона вместо снижения цены или улучшения качества своих изделий, решили просто уйти от полностью дискредитированного термина «пенобетон», заменив его более благозвучным – НЕавтоклавный газобетон. В сути своей материал не изменился, теперь в ту же химическую пену добавляется немного газообразователя, затем все также разливается в опалубку и раствор набирает прочность под открытым небом. Для конечного потребителя, кроме увеличения цены продукта, это переименование ничего не несет.
Что такое автоклавирование и для чего оно нужно? Автоклавная обработка – пропаривание в металлических капсулах (автоклавах) при высоком давлении (12 атм.) и высокой температуре (191оС) – позволяет получить материал с такими свойствами, какие невозможно получить в обычных условиях. Автоклавирование газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве в структуре газобетона происходят изменения на молекулярном уровне, и образуется новый минерал с уникальными эксплуатационными характеристиками — тоберморит. Поэтому автоклавный газобетон – это искусственно синтезированный камень, а неавтоклавные бетоны – фактически застывший в поризованном состоянии цементно-песчаный раствор.
Автоклавирование газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве в структуре газобетона происходят изменения на молекулярном уровне, и образуется новый минерал с уникальными эксплуатационными характеристиками — тоберморит. Поэтому автоклавный газобетон – это искусственно синтезированный камень, а неавтоклавные бетоны – фактически застывший в поризованном состоянии цементно-песчаный раствор.
Автоклавный газобетон и неавтоклавные материалы принципиально различаются по целому ряду параметров, начиная от состава и заканчивая физико-техническими и эксплуатационными характеристиками. А если быть точнее, автоклавный газобетон превосходит их по всем показателям.
Рассмотрим основные показатели:
1. Стабильность качества автоклавного газобетона Автоклавный газобетон изготавливается только на крупном производстве и на стройплощадку попадает в виде готовых блоков. Производство автоклавного газобетона в кустарных условиях невозможно, так как при изготовлении необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс.
Производство автоклавного газобетона в кустарных условиях невозможно, так как при изготовлении необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс.
Автоклавный газобетон производится согласно современному ГОСТу 2007 года, что подтверждается протоколами испытаний, продукция имеет сертификат качества, и клиент может быть уверен в надлежащем качестве.
Для производства пенобетона и неавтоклавного газобетона не требуется большого завода и огромных капиталовложений, что обеспечивает низкий порог входа в этот бизнес. На практике это означает, что имея небольшую бетонно-растворную установку, опалубку и пару низкоквалифицированных рабочих, можно организовать кустарное производство с нестабильными показателями качества, гордо назвав это заводом или фабрикой по производству стройматериалов. Обеспечить в таких условиях стабильность характеристик продукта практически невозможно, поскольку дозирование компонентов производится вручную и, как правило «на глаз», а старый ГОСТ, которому уже больше четверти века, допускает производство таких изделий.
Обеспечить в таких условиях стабильность характеристик продукта практически невозможно, поскольку дозирование компонентов производится вручную и, как правило «на глаз», а старый ГОСТ, которому уже больше четверти века, допускает производство таких изделий.
Ячеистые бетоны изготавливают различной плотности: от 400 до 800 кг/м3 классом прочности на сжатие от В1,5 до В7,5. Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
Неавтоклавные же материалы значительно проигрывают автоклавному газобетону по физическим свойствам и прочности при одинаковой плотности. Например, при плотности D600 они имеют прочность на сжатие в два раза ниже, чем у автоклавного газобетона! Кроме того, производители неавтоклавных материалов просто не могут выпускать строительные блоки с плотностью ниже D600, т. к. эти блоки не имеют прочности вообще, а применять их в строительстве недопустимо.
к. эти блоки не имеют прочности вообще, а применять их в строительстве недопустимо.
3. Возможность крепления
Автоклавирование значительно повышает прочностные характеристики газобетона. В основание из автоклавного газобетона можно закрепить не только шкафы и полки, но и бойлеры, кондиционеры, вентилируемые фасады. Причем навесные фасады могут быть как из легкого композита так и из тяжелого керамогранита. Для этого применяются анкера с полиамидными распираемыми элементами. Например, один анкер 10х100 выдерживает нагрузку на вырыв по оси до 700кг, что вполне сравнимо с показателями полнотелого кирпича или тяжелого бетона.
Говорить о креплении в пенобетон или НЕавтоклавный газобетон просто не приходится. Гвоздь или шуруп просто вдавливается в стену руками, поэтому применение обычного механического крепежа здесь невозможно. Можно использовать для крепления НЕтяжелых предметов, например, зеркал или крючков для одежды, дорогостоящий двухкомпонентный химический анкер, что дает хоть какую-то иллюзию надежности. Но при навешивании на стену кухонного гарнитура даже использование «химии» не поможет, т.к. под весом шкафа с посудой произойдет разрушение неавтоклавного материала в месте крепления и из стены просто выпадет кусок блока.
Но при навешивании на стену кухонного гарнитура даже использование «химии» не поможет, т.к. под весом шкафа с посудой произойдет разрушение неавтоклавного материала в месте крепления и из стены просто выпадет кусок блока.
4.
ОднородностьПри производстве автоклавного газобетона газообразование происходит одновременно во всем объеме материала. Параллельно с газообразованием происходит отверждение. По мере роста массива на опалубку от закрепленных на ней специальных вибраторов периодически подается импульс, который «встряхивает» массив, выгоняя из него крупные пузыри газа и исключая наличие раковин и воздушных мешков в готовых блоках. В результате поры одного размера и равномерно распределены по всему объему материала. Строительные блоки из автоклавного газобетона получают в результате разрезания большого массива, что гарантирует идеальное и одинаковое качество всех блоков.
Неавтоклавный газобетон и пенобетон получают введением в бетонную массу пены, газообразователей и перемешивая ее. В итоге часто случается, что пузырьки, как более легкие компоненты смеси, всплывают вверх, а более тяжелые наполнители оседают вниз. Получается неравномерное распределение пор в блоке, и за счет этого нет возможности добиться единых характеристик на разных блоках. Технология производства неавтоклавного газобетона исключает возможность встряхивания массива, поэтому наличие пузырей диаметром 50-70 мм – обычное дело. В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха.
В итоге часто случается, что пузырьки, как более легкие компоненты смеси, всплывают вверх, а более тяжелые наполнители оседают вниз. Получается неравномерное распределение пор в блоке, и за счет этого нет возможности добиться единых характеристик на разных блоках. Технология производства неавтоклавного газобетона исключает возможность встряхивания массива, поэтому наличие пузырей диаметром 50-70 мм – обычное дело. В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха.
Набор прочности неавтоклавным ячеистым бетоном сопровождается значительной его усадкой, которая, в свою очередь, приводит к растрескиванию готовой кладки. Очень часто приходится видеть, как на недавно построенном и отделанном здании появляются множественные трещины, отслаивается отделочный слой, отваливается штукатурка. Эти процессы могут протекать в течение нескольких лет – того самого периода, пока идет «набор прочности».
Эти процессы могут протекать в течение нескольких лет – того самого периода, пока идет «набор прочности».
Более того, трещинами испещрены блоки еще до того, как они уложены в кладку. Избавиться от усадки и трещин можно только автоклавированием, но в условиях кустарного производства это невозможно. Поэтому продавцы пенобетона и неавтоклавного газобетона идут на маркетинговые уловки, добавляя фибру (бумагу, пропитанную раствором серной кислоты и роданидом кальция) и называя это «армированным пенобетоном», устойчивым к растрескиванию. Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится.
Нужно отметить, что чем легче (а как следствие, и теплее) материал, тем больше усадка. Опыт строительства показывает, что стены из неавтоклавных ячеистых бетонов нельзя просто зашпаклевать и покрасить – внутри их приходится закрывать гипсокартоном, а для внешней отделки применять навесные фасады с креплением в перекрытие или кирпич.
Автоклавный газобетон полностью набрал прочность уже в процессе производства и автоклавирования, поэтому усадочные деформации ему не грозят.
К примеру, для автоклавного газобетона показатель усадки не превышает 0,4 мм/м, тогда как для неавтоклавных материалов он составляет в 10 раз больше — до 5 мм/м.
Автоклавный газобетон является абсолютно экологичным и аэропроницаемым материалом. Поэтому в доме из автоклавного газобетона всегда благоприятный микроклимат для проживания, сходный с климатом деревянного дома. Газобетон производится из минерального сырья, поэтому совершенно не подвержен гниению, а благодаря способности к регулированию влажности воздуха в помещении, полностью исключается вероятность появления на нем грибков и плесени.
Пенобетон может изготавливают из самого дешевого местного сырья: песка, отходов щебеночного производства, кроме того, в качестве пенообразователей применяются химические добавки, что, несомненно, снижает показатели экологичности дома из пенобетона. Также химические компоненты вносятся в блок с фиброй, пропитанной кислотами, хлоридами и роданидами. Даже присутствующие в небольших количествах, эти вещества способны выделяться и накапливаться в воздухе жилых помещений.
Также химические компоненты вносятся в блок с фиброй, пропитанной кислотами, хлоридами и роданидами. Даже присутствующие в небольших количествах, эти вещества способны выделяться и накапливаться в воздухе жилых помещений.
Точность геометрических размеров блоков из автоклавного газобетона регулируется современным ГОСТом, допустимые отклонения – по длине до 3 мм, по ширине до 2 мм, по толщине – до 1 мм. Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
Неавтоклавный газобетон и пенобетон разливают в опалубку с ограниченными циклами использования. Ввиду все той же экономии, опалубка используется в несколько раз дольше ее нормативного срока службы, а поскольку опалубка разборная, то в силу ее деформаций и износа собрать ее правильно с каждым разом становится все сложнее и сложнее – отсюда и отклонения по геометрии блоков. Для неавтоклавных газобетона и пенобетона отклонения геометрических размеров допускаются значительно больше — по толщине могут достигать 5 мм (старый ГОСТ 1989 года).
Большой разбег в геометрических размерах блоков из неавтоклавных материалов влечет ухудшение всех показателей кладки:
- — увеличивается толщина слоя раствора, приводя к увеличению стоимости кладки
- — увеличивается усадка кладки, т.к. помимо блоков усаживаются и толстые растворные швы
- — образуются мостики холода из-за толстых растворных швов
- — требуется трудоемкое выравнивание вертикальной поверхности стен
- — расход цементно-песчаного раствора в 5-6 раз выше, чем кладочного клея
- — увеличивается толщина и трудоемкость отделочных работ
- — снижается прочность кладки
8. Теплоизоляционные свойства
Плотность пенобетона или газобетона напрямую влияет на их теплоизоляционные свойства и, чем материал плотнее, тем теплоизоляция ниже. Пенобетон или неавтоклавный газобетон с низкой плотностью – это отличный теплоизоляционный материал, но прочность у него крайне низкая и применять его для кладки стен нельзя. В качестве конструктивного, особенно для несущих стен, требуется плотность выше, а значит, материал будет «холоднее». К примеру, для Иркутской области при использовании неавтоклавных материалов плотность ячеистого бетона должна быть минимум 700 кг/куб. метр. И без того невыдающиеся теплоизоляционные свойства значительно ухудшаются ведением кладки на цементно-песчаном растворе с толстыми швами. Это значит, что толщина стены из пенобетона или неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна быть около 65-70 см.
Пенобетон или неавтоклавный газобетон с низкой плотностью – это отличный теплоизоляционный материал, но прочность у него крайне низкая и применять его для кладки стен нельзя. В качестве конструктивного, особенно для несущих стен, требуется плотность выше, а значит, материал будет «холоднее». К примеру, для Иркутской области при использовании неавтоклавных материалов плотность ячеистого бетона должна быть минимум 700 кг/куб. метр. И без того невыдающиеся теплоизоляционные свойства значительно ухудшаются ведением кладки на цементно-песчаном растворе с толстыми швами. Это значит, что толщина стены из пенобетона или неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна быть около 65-70 см.
Стена из автоклавного газобетона обеспечивает такие же показатели теплозащиты и прочности при толщине всего 40 см, при этом достаточно плотности D400-D500. Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.
- — Автоклавный газобетон превосходит неавтоклавные материалы по физико-техническим свойствам благодаря автоклавной обработке.
- — Автоклавный газобетон производится только на современных заводах со стабильным гарантированным качеством на уровне мировых стандартов.
- — Автоклавный газобетон отличается от неавтоклавных материалов более высокой прочностью при меньшем весе.
- — Автоклавный газобетон не дает усадки в процессе эксплуатации.
- — Блоки из автоклавного газобетона отличаются точными размерами и равномерной плотностью массива.
- — Автоклавный газобетон является искусственным природным минералом, что обуславливает высочайший уровень его экологичности.
- — Применение автоклавного газобетона позволяет возвести теплоэффективный дом с однородной стеной 400 мм, не требующей утепления.

Строительство домов из неавтоклавных материалов дешевле только на первый взгляд. Если учесть плохую геометрию неавтоклавных материалов, худшие показатели теплоизоляции и прочности по сравнению с автоклавным газобетоном, необходимость в большем расходе кладочных и выравнивающих материалов, то выгода строительства из неавтоклавных материалов отсутствует.
Автоклавный газобетон
Автоклавный газобетон (AAC) состоит из мелких заполнителей, цемента и расширителя, который заставляет свежую смесь подниматься, как тесто для хлеба. Фактически, этот вид бетона на 80 процентов содержит воздух. На заводе, где он изготавливается, материал формуют и разрезают на детали с точными размерами.
Затвердевшие блоки или панели из автоклавного газобетона соединяются тонким слоем раствора. Компоненты можно использовать для стен, полов и крыш. Легкий материал обеспечивает отличную звуко- и теплоизоляцию и, как и все материалы на основе цемента, является прочным и огнестойким. Чтобы быть долговечным, AAC требует определенного вида отделки, например, модифицированной полимером штукатурки, природного или искусственного камня или сайдинга.
Чтобы быть долговечным, AAC требует определенного вида отделки, например, модифицированной полимером штукатурки, природного или искусственного камня или сайдинга.Ключевые аспекты AAC, будь то проектирование или строительство с его помощью, описаны ниже:
Преимущества
- Автоклавный газобетон сочетает в себе изоляционные и структурные возможности в одном материале для стен, полов и крыш. Его легкий вес / ячеистые свойства позволяют легко резать, брить и придавать форму, легко принимать гвозди и винты, а также позволяют направлять его для создания пазов для электрических трубопроводов и участков водопровода меньшего диаметра.Это дает ему гибкость при проектировании и изготовлении, а также дает возможность легко регулировать в полевых условиях.
- Прочность и стабильность размеров. Материал на основе цемента, AAC устойчив к воде, гниению, плесени, плесени и насекомым. Установки имеют точную форму и соответствуют жестким допускам.
- Огнестойкость отличная, AAC толщиной восемь дюймов обеспечивает четырехчасовую выдержку (фактическая производительность превышает это значение и соответствует требованиям испытаний до восьми часов). А поскольку он негорючий, он не горит и не выделяет токсичных паров.
 А поскольку он негорючий, он не горит и не выделяет токсичных паров.
А поскольку он негорючий, он не горит и не выделяет токсичных паров.- Малый вес означает, что значения R для AAC сопоставимы с обычными каркасными стенами, но они имеют более высокую тепловую массу, обеспечивают герметичность и, как только что было отмечено, не горючие. Этот легкий вес также обеспечивает значительное снижение уровня шума для уединения как от внешнего шума, так и от других помещений при использовании в качестве внутренних перегородок.
Но у материала есть некоторые ограничения.Он не так широко доступен, как большинство изделий из бетона, но может быть доставлен куда угодно. Если он должен быть отправлен, его легкий вес является преимуществом. Поскольку его прочность ниже, чем у большинства бетонных изделий или систем, в несущих приложениях его обычно необходимо армировать. Он также требует защитной отделки, поскольку материал пористый и будет разрушаться, если оставить его незащищенным.
Размеры
Доступны как блоки, так и панели..jpg) Блоки укладываются так же, как и обычная кладка, но с тонким слоем раствора, а панели устанавливаются вертикально на всю высоту этажа.Для структурных нужд внутри стеновой секции размещаются залитые, армированные ячейки и балки. (Вогнутые углубления вдоль вертикальных краев могут создать цилиндрический стержень между двумя соседними панелями.) Для обычных применений вертикальная ячейка размещается по углам, по обе стороны от проемов и на расстоянии от 6 до 8 футов вдоль стены. AAC в среднем составляет около 37 фунтов на кубический фут (pcf), поэтому блоки можно размещать вручную, но панели из-за их размера обычно требуют небольшого крана или другого оборудования.
Блоки укладываются так же, как и обычная кладка, но с тонким слоем раствора, а панели устанавливаются вертикально на всю высоту этажа.Для структурных нужд внутри стеновой секции размещаются залитые, армированные ячейки и балки. (Вогнутые углубления вдоль вертикальных краев могут создать цилиндрический стержень между двумя соседними панелями.) Для обычных применений вертикальная ячейка размещается по углам, по обе стороны от проемов и на расстоянии от 6 до 8 футов вдоль стены. AAC в среднем составляет около 37 фунтов на кубический фут (pcf), поэтому блоки можно размещать вручную, но панели из-за их размера обычно требуют небольшого крана или другого оборудования.
Панели простираются от пола до верха стены:
- Высота: до 20 футов
- Ширина: 24 дюйма
- Толщина: 6, 8, 10 или 12 дюймов (внутренняя толщина 4 дюйма
Блоки больше и легче традиционной бетонной кладки:
- Высота: обычно 8 дюймов
- Ширина: 24 дюйма в длину
- Толщина: 4, 6, 8, 10 и 12 дюймов
- Стандартный размер 8 на Блок размером 8 на 24 дюйма весит около 33 фунтов;
Специальные формы:
- U-образная соединительная балка или блоки перемычки доступны толщиной 8, 10 и 12 дюймов.
- Блоки для язычков и пазов доступны от некоторых производителей, и они соединяются с соседними блоками без раствора по вертикальным краям.
- Порошковые блоки для создания вертикальных ячеек с армированным раствором.

Установка, соединения и отделка
Благодаря схожести с традиционной бетонной кладкой, блоки (блоки) из автоклавного газобетона могут быть легко установлены каменщиками. Иногда к монтажу подключаются плотники. Панели тяжелее из-за своего размера и требуют использования крана для установки.Производители предлагают обучающие семинары, и обычно для небольших проектов достаточно иметь одного или двух опытных установщиков. В зависимости от выбранного типа отделки они могут быть приклеены непосредственно или механически к поверхности AAC.
Блок
- Уложен и выровнен первый слой. Блоки укладываются вместе с тонким слоем строительного раствора непрерывным соединением с перекрытием не менее 6 дюймов.
- Стены выровнены, выровнены и выровнены резиновым молотком.
- Отверстия и нестандартные углы вырезаются ножовкой или ленточной пилой.
- Определены места армирования, размещена арматура и выполняется заливка раствора. Затирку необходимо подвергнуть механической вибрации для ее уплотнения.
- Связующие балки размещаются в верхней части стены и могут использоваться для крепления сверхмощных приспособлений.

Панели
- Панели размещаются по одной, начиная с угла. Панели устанавливаются в слой тонкослойного раствора, а вертикальная арматура прикрепляется к дюбелям, выступающим от пола, до того, как будет размещена соседняя панель.
- Сплошная соединительная балка создается наверху либо из фанеры и материала AAC, либо с помощью соединительной балки.
- Отверстия можно вырезать предварительно или в полевых условиях.
Соединения
- Каркас / каркас крыши соединяется с обычной верхней пластиной или ураганными ремнями, встроенными в соединительную балку.
- Каркас пола прикреплен с помощью стандартных ригелей, закрепленных на стороне узла AAC рядом с соединительной балкой.
- Напольные системы AAC опираются непосредственно на стены AAC.
- Элементы конструкционной стали большего размера устанавливаются на приварные пластины или пластины с болтами, вставленные в соединительную балку.

Отделка
- Отделка типа Stucco изготавливается специально для AAC. Эти модифицированные полимером штукатурки герметизируют от проникновения воды, но при этом пропускают пары влаги для воздухопроницаемости.
- Обычные сайдинговые материалы прикрепляются к поверхности стены механически. Если желательна обратная вентиляция сайдинга, следует использовать опушку.
- Кладочный шпон можно приклеивать непосредственно к поверхности стены или строить как полую стену. Виниры для прямого наложения, как правило, представляют собой легкие материалы, такие как искусственный камень.
Соображения по вопросам устойчивого развития и энергетики
Автоклавный газобетон с точки зрения устойчивого развития предлагает как материалы, так и характеристики. Что касается материала, он может содержать переработанные материалы, такие как летучая зола и арматура, которые могут способствовать получению баллов в системе LEED® или других экологических рейтинговых системах.Кроме того, он содержит такое большое количество воздуха, что содержит меньше сырья на единицу объема, чем многие другие строительные продукты. С точки зрения производительности система ведет к ограничению ограждающих конструкций здания. Это создает энергоэффективную оболочку и защищает от нежелательных потерь воздуха. Физические испытания демонстрируют экономию на нагреве и охлаждении примерно от 10 до 20 процентов по сравнению с традиционной конструкцией рамы. В постоянно холодном климате экономия может быть несколько меньше, потому что этот материал имеет меньшую тепловую массу, чем другие типы бетона.В зависимости от местоположения производства по отношению к объекту проекта, AAC может также вносить вклад в местные кредиты на материалы в некоторых системах рейтинга экологичного строительства.
Что касается материала, он может содержать переработанные материалы, такие как летучая зола и арматура, которые могут способствовать получению баллов в системе LEED® или других экологических рейтинговых системах.Кроме того, он содержит такое большое количество воздуха, что содержит меньше сырья на единицу объема, чем многие другие строительные продукты. С точки зрения производительности система ведет к ограничению ограждающих конструкций здания. Это создает энергоэффективную оболочку и защищает от нежелательных потерь воздуха. Физические испытания демонстрируют экономию на нагреве и охлаждении примерно от 10 до 20 процентов по сравнению с традиционной конструкцией рамы. В постоянно холодном климате экономия может быть несколько меньше, потому что этот материал имеет меньшую тепловую массу, чем другие типы бетона.В зависимости от местоположения производства по отношению к объекту проекта, AAC может также вносить вклад в местные кредиты на материалы в некоторых системах рейтинга экологичного строительства.
Производственные и физические свойства
Сначала в суспензию смешивают несколько ингредиентов: цемент, известь, воду, мелкоизмельченный песок и часто летучую золу. Добавляется расширительный агент, такой как алюминиевый порошок, и жидкая смесь отливается в большую заготовку. Когда суспензия реагирует с расширителем с образованием пузырьков воздуха, смесь расширяется.После первоначального застывания полученный «пирог» разрезается проволокой на блоки или панели точного размера, а затем запекается (автоклавируется). Тепло способствует более быстрому отверждению материала, благодаря чему блоки и панели сохраняют свои размеры. Армирование помещается в панели перед отверждением.
В ходе этого производственного процесса производится легкий негорючий материал со следующими свойствами:
Плотность: от 20 до 50 фунтов на кубический фут (pcf) — он достаточно легкий, чтобы плавать в воде
Прочность на сжатие: 300 до 900 фунтов на квадратный дюйм (psi)
Допустимое напряжение сдвига: от 8 до 22 psi
Термическое сопротивление: 0. От 8 до 1,25 на дюйм. толщиной
От 8 до 1,25 на дюйм. толщиной
Класс звукопередачи (STC): 40 для толщины 4 дюйма; 45 для толщины 8 дюймов
Автоклавный газобетон
В настоящее время нет торговой ассоциации, представляющей отрасль автоклавного газобетона. Производство AAC все еще существует в Северной Америке. Мы предлагаем вам поискать в Интернете представителей дилеров, которые могут помочь вам с потенциальной доступностью продукта в вашем регионе.
Проекты AAC
История трех городов: универсальность AAC
для жилых помещений. Использование газобетона в автоклаве (AAC) дает множество преимуществ.Возможно, в подтверждение универсальности AAC, три описанных здесь жилых проекта совершенно разные, но имеют общую тему безопасности. Большой дом на одну семью в лесу, строительство которого ведет сам хозяин; скромный дом на одну семью в лесу, спроектированный архитектором, стремящимся к экологически безопасному и здоровому образу жизни; и большое развитие вдоль побережья залива Луизианы, требующее превосходной погодоустойчивости.
Handal Home, Мэриленд: простота и безопасность
Эта большая резиденция (6800 квадратных футов), расположенная в лесу на юге Мэриленда, столкнулась с рядом строительных проблем.Таким образом, владелец, который сам управляет строительством, хотел простую систему. Оказалось, что это 12-дюймовые блоки AAC. Ему нужны были их теплоизоляционные и негорючие свойства, чтобы противостоять лесным условиям дома, которые включали низкие температуры и, возможно, опасность пожара. По его словам, простота AAC позволяет ему за один шаг построить конструктивную стену, которая будет изолирована, устойчива к термитам и готова к отделке. Он не хотел прикреплять сайдинг, предпочитая вместо этого прямую отделку: гипсовую штукатурку для интерьера и лепнину для экстерьера.
Дом Додсона: здоровый и безмятежный
Несколько лет назад, когда архитектор Элис Додсон выбрала компанию AAC для строительства собственного дома, это было отчасти из соображений здоровья и окружающей среды. Давний сторонник устойчивого развития, она также уже следила за Bau-biologie. Относительно неизвестный в Соединенных Штатах, но хорошо известный в Европе среди архитекторов и медицинских работников, Bau-biologie — это строительная биология или строительство для жизни. Это произошло после того, как быстрое строительство в послевоенной Германии привело к тому, что мы теперь называем синдромом больного здания.Тогда, как и сейчас, она искала здоровые строительные решения. С этой целью она выбрала блоки и панели из AAC, чтобы получить воздухопроницаемые каменные стены, которые не выделяют летучие органические соединения (ЛОС). Это создает экологически чистое здание со спокойным и тихим интерьером. А поскольку ее муж-пожарный участвовал в строительном процессе, негорючие материалы были необходимы.
Давний сторонник устойчивого развития, она также уже следила за Bau-biologie. Относительно неизвестный в Соединенных Штатах, но хорошо известный в Европе среди архитекторов и медицинских работников, Bau-biologie — это строительная биология или строительство для жизни. Это произошло после того, как быстрое строительство в послевоенной Германии привело к тому, что мы теперь называем синдромом больного здания.Тогда, как и сейчас, она искала здоровые строительные решения. С этой целью она выбрала блоки и панели из AAC, чтобы получить воздухопроницаемые каменные стены, которые не выделяют летучие органические соединения (ЛОС). Это создает экологически чистое здание со спокойным и тихим интерьером. А поскольку ее муж-пожарный участвовал в строительном процессе, негорючие материалы были необходимы.
Оболочка из AAC также обеспечивает хорошую теплоемкость и изоляцию. Благодаря энергоэффективной оболочке, дополненной солнечными батареями и дровяной печью, счета за газ в течение первого года составляли всего 100 долларов для дома площадью 4000 квадратных футов. В доме может оставаться тепло в течение двух-трех дней даже после отключения электроэнергии. Додсону нравится, как из материала можно вылепить с помощью деревообрабатывающих инструментов различные формы и элементы, такие как колонны и камины, и он продолжает поддерживать AAC с клиентами, которые ценят его универсальность и эстетический потенциал.
В доме может оставаться тепло в течение двух-трех дней даже после отключения электроэнергии. Додсону нравится, как из материала можно вылепить с помощью деревообрабатывающих инструментов различные формы и элементы, такие как колонны и камины, и он продолжает поддерживать AAC с клиентами, которые ценят его универсальность и эстетический потенциал.
Роща на пляже Инлет: безопасность и устойчивость к погодным условиям
Эта история успеха произошла в результате разрушений, вызванных ураганом Катрина. The Grove at Inlet Beach — это первый жилой комплекс с высокой плотностью застройки, построенный во Флориде Panhandle. Он призван противостоять погодным условиям и угрозам безопасности в окружающей среде на побережье Мексиканского залива.Все стены, полы и потолки в этих домах для одной семьи сделаны из панелей и блоков AAC. Превосходная огнестойкость (четыре часа на четыре дюйма) была ключом к утверждению местного зонирования, и в результате не возникло проблем с возгоранием конструкции. Когда прибывают ураганы, эти конструкции готовы противостоять ветрам со скоростью 150 миль в час (миль в час) (Категория 4) и с надлежащим усилением могут быть спроектированы так, чтобы противостоять ветрам со скоростью 200 миль в час и более (Категория 5). Дома AAC также не разрушаются наводнениями: они противостоят поднимающимся водам, гниению, плесени и плесени, их можно чистить, перекрашивать и снова открывать для жителей — в восстановлении не требуется.
Когда прибывают ураганы, эти конструкции готовы противостоять ветрам со скоростью 150 миль в час (миль в час) (Категория 4) и с надлежащим усилением могут быть спроектированы так, чтобы противостоять ветрам со скоростью 200 миль в час и более (Категория 5). Дома AAC также не разрушаются наводнениями: они противостоят поднимающимся водам, гниению, плесени и плесени, их можно чистить, перекрашивать и снова открывать для жителей — в восстановлении не требуется.
Как будто безопасность и устойчивость к погодным условиям не были достаточной причиной для выбора AAC для своего дома, застройщик рассчитывает сэкономить 35 процентов на счетах за коммунальные услуги и 65 процентов на страховых взносах.
Комфорт бетона
Некоторые гости в отеле Джорджии сегодня спят лучше благодаря газобетону в автоклаве (AAC). Примерно в часе езды от Атланты, на территории Форсайта, штат Джорджия, «Комфорт Сьютс», небольшой участок, примыкающий к межштатной автомагистрали, вызывал несколько проблем. А высокая стоимость земли делает все более распространенным строить на участках, которым присущи такие проблемы, как шум, неровная местность или минимальные препятствия. Таким образом, разработчики обратились к бетонной системе, чтобы удовлетворить свои потребности в реализации качественного проекта — в данном случае, в прочном, тихом четырехэтажном здании рядом с оживленным шоссе.
А высокая стоимость земли делает все более распространенным строить на участках, которым присущи такие проблемы, как шум, неровная местность или минимальные препятствия. Таким образом, разработчики обратились к бетонной системе, чтобы удовлетворить свои потребности в реализации качественного проекта — в данном случае, в прочном, тихом четырехэтажном здании рядом с оживленным шоссе.
Подробнее о AAC.
Заявление об ограничении ответственности
Список организаций и информационных ресурсов не является ни одобрением, ни рекомендацией Portland Cement Association (PCA).PCA не несет никакой ответственности за выбор перечисленных организаций и продуктов, которые они представляют. PCA также не несет ответственности за ошибки и упущения в этом списке.
Пенобетон — материалы, свойства, преимущества и производство
🕑 Время чтения: 1 минута
Пенобетон — это тип легкого бетона, который изготавливается из цемента, песка или летучей золы, воды и пены. Пенобетон бывает в виде вспененного раствора или вспененного раствора. Пенобетон можно определить как вяжущий материал, состоящий минимум на 20 процентов из пены, которая механически вовлекается в пластичный раствор.Плотность пенобетона в сухом состоянии может варьироваться от 300 до 1600 кг / м3. Прочность пенобетона на сжатие, определенная через 28 дней, составляет от 0,2 до 10 Н / мм 2 или может быть выше. Пенобетон отличается от бетона с воздухововлекающими добавками по объему захваченного воздуха. Бетон с воздухововлекающими добавками занимает от 3 до 8 процентов воздуха. Он также отличается от замедленного раствора и газобетона по той же причине процентного содержания воздуха.
В случае минометных систем замедленного действия — от 15 до 22 процентов.В случае пенобетона пузырьки образуются химически. История пенобетона Пенобетон имеет долгую историю и впервые был введен в эксплуатацию в 1923 году. Первоначально он использовался в качестве изоляционного материала. За последние 20 лет усовершенствования в области производственного оборудования и повышения качества пенообразователей позволили широко использовать пенобетон.
Пенобетон можно определить как вяжущий материал, состоящий минимум на 20 процентов из пены, которая механически вовлекается в пластичный раствор.Плотность пенобетона в сухом состоянии может варьироваться от 300 до 1600 кг / м3. Прочность пенобетона на сжатие, определенная через 28 дней, составляет от 0,2 до 10 Н / мм 2 или может быть выше. Пенобетон отличается от бетона с воздухововлекающими добавками по объему захваченного воздуха. Бетон с воздухововлекающими добавками занимает от 3 до 8 процентов воздуха. Он также отличается от замедленного раствора и газобетона по той же причине процентного содержания воздуха.
В случае минометных систем замедленного действия — от 15 до 22 процентов.В случае пенобетона пузырьки образуются химически. История пенобетона Пенобетон имеет долгую историю и впервые был введен в эксплуатацию в 1923 году. Первоначально он использовался в качестве изоляционного материала. За последние 20 лет усовершенствования в области производственного оборудования и повышения качества пенообразователей позволили широко использовать пенобетон. Производство пенобетона При производстве пенобетона поверхностно-активное вещество растворяется в воде, которая пропускается через пеногенератор, который дает пену стабильной формы.Пена производится в смеси с цементным раствором или затиркой, так что получается вспененное количество необходимой плотности.
Эти поверхностно-активные вещества также используются при производстве наполнителей с низкой плотностью. Их также называют контролируемым материалом низкой прочности (CLSM). Здесь для получения содержания воздуха от 15 до 25 процентов пену добавляют непосредственно в смесь с низким содержанием цемента и богатого песка.
Следует иметь в виду, что некоторые производители поставляют наполнители с низкой плотностью в виде пенобетона, поэтому следует соблюдать осторожность. Для производства пенобетона используются два основных метода:
Производство пенобетона При производстве пенобетона поверхностно-активное вещество растворяется в воде, которая пропускается через пеногенератор, который дает пену стабильной формы.Пена производится в смеси с цементным раствором или затиркой, так что получается вспененное количество необходимой плотности.
Эти поверхностно-активные вещества также используются при производстве наполнителей с низкой плотностью. Их также называют контролируемым материалом низкой прочности (CLSM). Здесь для получения содержания воздуха от 15 до 25 процентов пену добавляют непосредственно в смесь с низким содержанием цемента и богатого песка.
Следует иметь в виду, что некоторые производители поставляют наполнители с низкой плотностью в виде пенобетона, поэтому следует соблюдать осторожность. Для производства пенобетона используются два основных метода: - Встроенный метод и
- Метод предварительного вспенивания
 В этом аппарате смесь тщательно смешивается с пеной. Процесс смешивания проводится под должным контролем. Это поможет смешивать большие количества. Встроенный метод состоит из двух процессов;
В этом аппарате смесь тщательно смешивается с пеной. Процесс смешивания проводится под должным контролем. Это поможет смешивать большие количества. Встроенный метод состоит из двух процессов;- Мокрый метод — встроенная система
- Сухой метод — встроенная система
 Затем смешанные основные материалы перекачиваются в смесительную камеру.
При мокром способе производства пенобетона пену добавляют и перемешивают. В этом методе для смешивания используется большое количество воды. 130 кубометров пенобетона можно произвести из разовой партии цемента или зольной смеси. Пенопенный способ производства пенобетона Здесь автобетоносмеситель доставляет основной материал на объект.Через другой конец грузовика предварительно сформированная пена впрыскивается в грузовик, в то время как смеситель вращается. Таким образом, небольшие количества пенобетона можно производить для небольших работ, например, для затирки швов или работ по заливке траншей.
С помощью этого метода можно получить пенобетон плотностью от 300 до 1200 кг / м 3 . Подвод пены будет от 20 до 60 процентов воздуха. Окончательный объем пены можно рассчитать, уменьшив количество другого основного материала. Как это осуществляется в грузовике.С помощью этого метода сложно контролировать стабильный воздух и плотность.
Затем смешанные основные материалы перекачиваются в смесительную камеру.
При мокром способе производства пенобетона пену добавляют и перемешивают. В этом методе для смешивания используется большое количество воды. 130 кубометров пенобетона можно произвести из разовой партии цемента или зольной смеси. Пенопенный способ производства пенобетона Здесь автобетоносмеситель доставляет основной материал на объект.Через другой конец грузовика предварительно сформированная пена впрыскивается в грузовик, в то время как смеситель вращается. Таким образом, небольшие количества пенобетона можно производить для небольших работ, например, для затирки швов или работ по заливке траншей.
С помощью этого метода можно получить пенобетон плотностью от 300 до 1200 кг / м 3 . Подвод пены будет от 20 до 60 процентов воздуха. Окончательный объем пены можно рассчитать, уменьшив количество другого основного материала. Как это осуществляется в грузовике.С помощью этого метода сложно контролировать стабильный воздух и плотность. Таким образом, должна быть указана и разрешена степень превышения и уменьшения урожайности.
Когда пена образуется, ее смешивают с цементной смесью, имеющей водоцементное соотношение от 0,4 до 0,6. Если раствор влажный, пена становится неустойчивой. Если он слишком сухой, предварительная пена трудно смешать. Состав пенобетон Состав пенобетона зависит от требуемой плотности. Как правило, пенобетон с плотностью менее 600 кг / м 3 будет содержать цемент, пену, воду, а также некоторое количество летучей золы или известняковой пыли.Для повышения плотности пенобетона можно использовать песок. Базовая смесь составляет от 1: 1 до 1: 3 для более тяжелого пенобетона, который является соотношением наполнителя к портландцементу (CEM I).
Для большей плотности, скажем, более 1500 кг / м 3 используется больше наполнителя и среднего песка. Для уменьшения плотности количество наполнителя следует уменьшить. Рекомендуется удалить пенобетон плотностью менее 600 кг / м 3 .
Таким образом, должна быть указана и разрешена степень превышения и уменьшения урожайности.
Когда пена образуется, ее смешивают с цементной смесью, имеющей водоцементное соотношение от 0,4 до 0,6. Если раствор влажный, пена становится неустойчивой. Если он слишком сухой, предварительная пена трудно смешать. Состав пенобетон Состав пенобетона зависит от требуемой плотности. Как правило, пенобетон с плотностью менее 600 кг / м 3 будет содержать цемент, пену, воду, а также некоторое количество летучей золы или известняковой пыли.Для повышения плотности пенобетона можно использовать песок. Базовая смесь составляет от 1: 1 до 1: 3 для более тяжелого пенобетона, который является соотношением наполнителя к портландцементу (CEM I).
Для большей плотности, скажем, более 1500 кг / м 3 используется больше наполнителя и среднего песка. Для уменьшения плотности количество наполнителя следует уменьшить. Рекомендуется удалить пенобетон плотностью менее 600 кг / м 3 . Материалы для пенобетона Цемент для пенобетона Обычно используется обычный портландцемент, но при необходимости можно использовать и быстротвердеющий цемент.Пенобетон может включать широкий спектр цемента и другие комбинации, например, 30 процентов цемента, 60 процентов летучей золы и 10 процентов известняка. Содержание цемента от 300 до 400 кг / м3. Песок для пенобетона Максимальный размер используемого песка может составлять 5 мм. Использование более мелкого песка размером до 2 мм с количеством, проходящим через сито 600 микрон, составляет от 60 до 95%. Пуццоланы Дополнительные вяжущие материалы, такие как летучая зола и измельченный гранулированный доменный шлак, широко используются в производстве пенобетона.Количество используемой летучей золы колеблется от 30 до 70 процентов. Белый GGBFS колеблется от 10 до 50%. Это снижает количество используемого цемента и экономично.
Можно добавить микрокремнезем для увеличения прочности; в количестве 10 процентов по массе.
Материалы для пенобетона Цемент для пенобетона Обычно используется обычный портландцемент, но при необходимости можно использовать и быстротвердеющий цемент.Пенобетон может включать широкий спектр цемента и другие комбинации, например, 30 процентов цемента, 60 процентов летучей золы и 10 процентов известняка. Содержание цемента от 300 до 400 кг / м3. Песок для пенобетона Максимальный размер используемого песка может составлять 5 мм. Использование более мелкого песка размером до 2 мм с количеством, проходящим через сито 600 микрон, составляет от 60 до 95%. Пуццоланы Дополнительные вяжущие материалы, такие как летучая зола и измельченный гранулированный доменный шлак, широко используются в производстве пенобетона.Количество используемой летучей золы колеблется от 30 до 70 процентов. Белый GGBFS колеблется от 10 до 50%. Это снижает количество используемого цемента и экономично.
Можно добавить микрокремнезем для увеличения прочности; в количестве 10 процентов по массе. пена Гидролизованные протеины или синтетические поверхностно-активные вещества являются наиболее распространенными формами, на основе которых изготавливаются пены. Пенообразователи на синтетической основе проще в обращении и дешевы. Их можно хранить более длительный срок.
Для производства этих пен требуется меньше энергии.Пена на основе протеина дорогая, но обладает высокой прочностью и характеристиками. Пена бывает двух видов: мокрая пена и сухая пена.
Влажные пены плотностью менее 100 кг / м3 не рекомендуются для изготовления пенобетона. Они имеют очень рыхлую крупнопузырчатую структуру. Средство и вода распыляются до мелкой сетки. В результате этого процесса образуется пена с пузырьками размером от 2 до 5 мм.
Сухая пена очень устойчива по своей природе. Раствор воды и пенообразователя принудительно нагнетается в смесительную камеру сжатым воздухом.Полученная пена имеет размер пузырьков меньше, чем влажная пена. Это меньше 1 мм. Они образуют равномерно расположенные пузырьки.
пена Гидролизованные протеины или синтетические поверхностно-активные вещества являются наиболее распространенными формами, на основе которых изготавливаются пены. Пенообразователи на синтетической основе проще в обращении и дешевы. Их можно хранить более длительный срок.
Для производства этих пен требуется меньше энергии.Пена на основе протеина дорогая, но обладает высокой прочностью и характеристиками. Пена бывает двух видов: мокрая пена и сухая пена.
Влажные пены плотностью менее 100 кг / м3 не рекомендуются для изготовления пенобетона. Они имеют очень рыхлую крупнопузырчатую структуру. Средство и вода распыляются до мелкой сетки. В результате этого процесса образуется пена с пузырьками размером от 2 до 5 мм.
Сухая пена очень устойчива по своей природе. Раствор воды и пенообразователя принудительно нагнетается в смесительную камеру сжатым воздухом.Полученная пена имеет размер пузырьков меньше, чем влажная пена. Это меньше 1 мм. Они образуют равномерно расположенные пузырьки. BS 8443: 2005 касается вспенивающих добавок. Материалы и заполнители прочие для пенобетона Грубый заполнитель или другой заменитель грубого не может быть использован. Это потому, что эти материалы тонут в легком пенопласте. Детали смеси пенобетона Свойства пенобетона зависят от следующих факторов:
BS 8443: 2005 касается вспенивающих добавок. Материалы и заполнители прочие для пенобетона Грубый заполнитель или другой заменитель грубого не может быть использован. Это потому, что эти материалы тонут в легком пенопласте. Детали смеси пенобетона Свойства пенобетона зависят от следующих факторов:- Объем пены
- Содержание цемента в смеси
- Наполнитель
- Возраст
 Они обладают сильным пластифицирующим действием. Это свойство пенобетона делает его востребованным в большинстве областей применения. Если поток смеси остается статичным в течение длительного периода, очень трудно восстановить его исходное состояние. Пенобетон в свежем состоянии имеет тиксотропный характер.
Вероятность просачивания пенобетона снижается из-за высокого содержания воздуха. При повышении температуры смеси происходит хорошее наполнение, а контакты осуществляются за счет расширения воздуха.
Если количество используемого песка больше или используется крупный заполнитель, отличный от стандартных спецификаций, есть вероятность расслоения.Это также может привести к схлопыванию пузыря, что уменьшит общий объем и структуру пены.
Аккуратно проводить перекачку свежего пенобетона. Свободное падение пенобетона в конце с завихрением может привести к разрушению пузырьковой конструкции. Свойства пенобетона после упрочнения Физические свойства пенобетона явно связаны с его плотностью в сухом состоянии.
Они обладают сильным пластифицирующим действием. Это свойство пенобетона делает его востребованным в большинстве областей применения. Если поток смеси остается статичным в течение длительного периода, очень трудно восстановить его исходное состояние. Пенобетон в свежем состоянии имеет тиксотропный характер.
Вероятность просачивания пенобетона снижается из-за высокого содержания воздуха. При повышении температуры смеси происходит хорошее наполнение, а контакты осуществляются за счет расширения воздуха.
Если количество используемого песка больше или используется крупный заполнитель, отличный от стандартных спецификаций, есть вероятность расслоения.Это также может привести к схлопыванию пузыря, что уменьшит общий объем и структуру пены.
Аккуратно проводить перекачку свежего пенобетона. Свободное падение пенобетона в конце с завихрением может привести к разрушению пузырьковой конструкции. Свойства пенобетона после упрочнения Физические свойства пенобетона явно связаны с его плотностью в сухом состоянии. Разница видна в таблице, приведенной ниже.
Разница видна в таблице, приведенной ниже.Таблица.1. Типичные свойства пенобетона в затвердевшем состоянии
| Плотность в сухом состоянии кг / м 3 | Прочность на сжатие Н / мм 2 | Предел прочности Н / мм 2 | Водопоглощение кг / м 2 |
| 400 | 0,5 — 1 | 0,05-0,1 | 75 |
| 600 | 1-1.5 | 0,2-0,3 | 33 |
| 800 | 1,5 -2 | 0,3–0,4 | 15 |
| 1000 | 2,5 -3 | 0,4-0,6 | 7 |
| 1200 | 4,5-5,5 | 0,6–1,1 | 5 |
| 1400 | 6-8 | 0,8–1,2 | 5 |
| 16 00 | 7. 5-10 5-10 | 1–1,6 | 5 |
- Пенобетонная смесь не оседает. Следовательно, уплотнение не требуется.
- Собственный вес уменьшен, так как это легкий бетон
- Пенобетон в свежем виде имеет сыпучую консистенцию. Это свойство поможет полностью заполнить пустоты.
- Конструкция из пенобетона обладает отличной способностью распределять и распределять нагрузку.
- Пенобетон Не создает значительных боковых нагрузок
- Свойство водопоглощения
- Партии пенобетона просты в производстве, поэтому проверка и контроль качества выполняются легко
- Пенобетон имеет повышенную устойчивость к замерзанию и оттаиванию
- Безопасное и быстрое выполнение работ
- Рентабельность, меньше обслуживания
 Это свойство поможет полностью заполнить пустоты.
Это свойство поможет полностью заполнить пустоты.- Присутствие воды в смешанном материале делает пенобетон очень чувствительным.
- Сложность в отделке
- Время смешивания больше
- С увеличением плотности уменьшается прочность на сжатие и изгиб.
Воздушный бетон против бетона: что лучше?
Aircrete — это экологически чистый строительный материал с равномерно распределенными стабильными воздушными ячейками и меньшей плотностью, что делает его легким для комфортной работы. С другой стороны, бетон, содержащий крупные и плотные традиционные заполнители, является прочным, что делает его идеальным для несущих конструкций. Итак, что лучше?
С другой стороны, бетон, содержащий крупные и плотные традиционные заполнители, является прочным, что делает его идеальным для несущих конструкций. Итак, что лучше?
И Aircrete, и бетон обладают неоспоримыми преимуществами перед другими.Преимущество газобетона по сравнению с бетоном заключается в его легкости, доступности и высокой теплоизоляции. С другой стороны, бетон отлично подходит для тяжелого строительства. Он оснащен каменными агрегатами для прочности и может выдерживать большие веса.
В этом руководстве сравниваются и противопоставляются различные характеристики, которые придают бетону и газобетону универсальные свойства в качестве строительных материалов. В этом случае пользователь должен решить, какой из них лучше всего подходит для него. Читайте и узнайте.
Aircrete vs.Бетон
Aircrete, также известный как газобетон, относится к семейству легких цементных кладочных материалов, известных как формованный бетон. Это популярный строительный материал в Европе и Азии, на его долю приходится треть всех бетонных блоков, используемых в Великобритании.
Это популярный строительный материал в Европе и Азии, на его долю приходится треть всех бетонных блоков, используемых в Великобритании.
Газобетон — самый легкий из семейства бетонных блоков. Газобетонные блоки состоят из песка, цемента, извести, пылевидной топливной золы (PFA) и воды. К суспензии добавляется небольшое количество сульфата алюминия, который вступает в реакцию с известью с образованием пузырьков водорода.Смесь расширяется, образуя «лепешку», и водород диффундирует при замене воздухом.
Правильное соотношение воды и цемента для цементного раствора составляет от 1 до 2 и может изменяться в зависимости от требований конкретного проекта. Когда смесь частично застывает, ее разрезают на блоки и переносят в автоклав для отверждения паром под высоким давлением для затвердевания и придания прочности.
При производстве газобетона в основном используется мало или отсутствует крупнозернистый заполнитель. Замена добавки полностью или частично меняет плотность газобетона от 400 кг / м3 до 1600 кг / м3.
Напротив, бетон — это композитный материал, который включает мелкие и крупные заполнители в сочетании с жидким цементом, который со временем затвердевает. Суспензия смешивается с сухим портландцементом и водой, чтобы получить смесь, которая принимает формы при заливке или формовании.
Отверждение — это необходимый процесс, который обеспечивает достижение конечной полной прочности бетона. Этот метод позволяет происходить гидратации и позволяет образовывать гидрат силиката кальция. За четыре недели бетонная смесь достигает более 90 процентов своей концентрации.
В течение первых трех дней гидратация и твердение бетона имеют решающее значение. При испарении воды может произойти быстрое высыхание и усадка, что приведет к увеличению растягивающих напряжений, когда она не наберет достаточной прочности.
Отверждение бетона помогает поддерживать достаточное количество влаги, что способствует гидратации цемента. Если отверждение происходит при правильной температуре, это будет способствовать затвердеванию бетона. Отверждение играет жизненно важную роль в поддержании прочности бетона, что делает его пригодным для тяжелого строительства.
Отверждение играет жизненно важную роль в поддержании прочности бетона, что делает его пригодным для тяжелого строительства.
Однако, поскольку бетон имеет слабую прочность на разрыв, армирующие материалы, такие как сталь, могут обеспечивать прочность на разрыв для несущих конструкций. И наоборот, поскольку надлежащее отверждение бетона приводит к увеличению прочности, оно также снижает проницаемость и уменьшает образование трещин в местах преждевременного высыхания поверхности.
Под удобоукладываемостью бетона понимается его способность правильно заполнять форму без снижения качества и выполнения желаемой работы. Технологичность зависит от количества воды, размера и формы заполнителя.
Кроме того, вяжущее содержание может определять удобоукладываемость бетона. Когда в амальгаме объединяется больше воды и химических примесей, улучшается удобоукладываемость бетона.
Контраст и сравнение газобетона и бетонных свойств
Газобетон и бетон сравниваются и различаются по своим свойствам. Каждый из этих строительных материалов находит свое применение в строительстве. Давайте посмотрим на эти свойства.
Каждый из этих строительных материалов находит свое применение в строительстве. Давайте посмотрим на эти свойства.
Плотность
Aircrete включает любой тип портландцемента и смеси летучей золы.Из 90-фунтового мешка цемента получается 40-50 галлонов газобетона. Газобетон имеет низкую плотность и относительно более низкую комплексную прочность по сравнению со стандартным бетоном.
Типичный диапазон плотности от 20 до 60 фунтов / куб. Фут соответствует полному диапазону прочности от 50 до 930 фунтов на квадратный дюйм. Для увеличения прочности газобетона можно добавить мелкую пену, которая имеет высокую плотность, что приводит к более прочному воздухобетону.
Газобетон низкой плотности менее 300 кг / м3. Однако специализированное оборудование для производства, смешивания и перекачивания пены улучшило продукт, что позволило изготавливать блоки плотностью 75 кг / м3.Плотность в сухом состоянии от 25 фунтов / фут3 до 100 фунтов / фут3 составляет пенобетон. Однако он варьируется в зависимости от области применения от 12,5 фунт / фут3 до 100 фунтов / фут3.
Однако он варьируется в зависимости от области применения от 12,5 фунт / фут3 до 100 фунтов / фут3.
Напротив, бетон различается по плотности и составляет около 150 фунтов / куб фут, что обеспечивает относительно более высокую общую прочность, чем пористый бетон. Кроме того, бетон с низкой прочностью включает 14 МПа (2000 фунтов на квадратный дюйм), а бетон для повседневного использования включает 20 МПа (2900 фунтов на квадратный дюйм).
Типичные высокопрочные бетонные блоки имеют прочность от 40 МПа (5800 фунтов на квадратный дюйм) до 410 МПа (59,00 фунтов на квадратный дюйм).Кроме того, очень жесткие коммерческие конструкции включают бетон с плотностью 130 МПа (18900 фунтов на квадратный дюйм).
Изоляционные свойства
Пенобетон обладает отличными изоляционными свойствами как летом, так и зимой. Aircrete состоит из миллионов крошечных закрытых ячеек с воздухом, которые дают ему другое применение, чем обычный бетон.
В обычных бетонных конструкциях от 40 до 50 процентов потерь энергии происходит вокруг тепловых мостов, где пол и крыша встречаются со стеной. Aircrete обеспечивает бесшовную интеграцию в полы, стены и потолки, устраняя тепловой мост, что упрощает обогрев и охлаждение купольного дома.
Aircrete обеспечивает бесшовную интеграцию в полы, стены и потолки, устраняя тепловой мост, что упрощает обогрев и охлаждение купольного дома.
Контраст и сравнение преимуществ газобетона по сравнению с бетоном
Газобетон, как и стандартный бетон, дает много преимуществ. Вот как эти два продукта сравниваются и контрастируют.
Экономичный
Aircrete — это высококачественный недорогой материал, который устраняет необходимость в таких заполнителях, как гравий, песок и камни.И наоборот, бетон — это композитный материал, в котором для повышения прочности используются крупные заполнители, что делает его более дорогим, чем пенобетон.
Кроме того, смешивание стандартного бетона — не такой простой процесс, как кажется. Объединение бетонных заполнителей — сложный процесс, который занимает много места на строительной площадке и требует много места для работы с материалами. Сборные изделия из газобетона доставляются на строительную площадку и собираются, чтобы сформировать желаемую конструкцию.
Газобетон обеспечивает гладкую отделку, позволяющую сэкономить на штукатурных работах и трудозатратах, связанных с покраской.С другой стороны, бетонные поверхности имеют тенденцию быть пористыми и иметь относительно неинтересный вид.
Таким образом, можно применять различные виды отделки для улучшения внешнего вида и предотвращения образования пятен, проникновения воды и замерзания на поверхность. Например, декоративные камни, такие как кварцит, небольшие речные камни или битое стекло на поверхности бетона, создают декоративную отделку.
Другая отделка, достигаемая долблением, окраской или обычными методами, позволяет получить отличную отделку для бетона.Таким образом, строительство и отделка бетонных конструкций обходятся дороже, чем дома из газобетона.
Энергосберегающий
Хотя использование изоляционных материалов не является широко распространенным, несмотря на их долгосрочную финансовую выгоду, Aircrete предлагает отличный теплоизоляционный эффект и экономит энергию. Газобетон помогает домовладельцу сэкономить значительную сумму денег на счетах в течение года.
Газобетон помогает домовладельцу сэкономить значительную сумму денег на счетах в течение года.
Бетон, который является самым популярным строительным материалом в мире, не является хорошим изолятором из-за его сопротивления тепловому потоку.Таким образом, бетонная конструкция не снизит потребление электроэнергии из-за системы кондиционирования воздуха; следовательно, это не экономично. Однако для объединения и производства сырья требуется мало энергии.
В то время как изоляция сводит к минимуму потери энергии через ограждающую конструкцию здания, как и в случае с воздушным бетоном, тепловая масса использует стены для хранения и выделения энергии в бетоне. Тем не менее, бетон обладает высокими тепловыми массами, что делает его идеальным для изготовления электрических ночных аккумуляторов.
Кроме того, хорошо спроектированные и бетонные тротуары и дороги более экономичны для движения и служат дольше, чем другие покрытия.
Простота в эксплуатации и обращении
Aircrete включает легкие сборные конструкции, такие как блоки, стены, крыши, полы, перемычки и облицовочные панели. Готовые изделия легко транспортировать и собирать в желаемые конструкции. Кроме того, вы можете сделать газобетон самостоятельно с помощью небольшой машины Aircrete, которая называется — маленький дракон.
Готовые изделия легко транспортировать и собирать в желаемые конструкции. Кроме того, вы можете сделать газобетон самостоятельно с помощью небольшой машины Aircrete, которая называется — маленький дракон.
С другой стороны, бетон требует тщательной подготовки перед использованием на стройплощадке. Предварительно необходимо продумать конструкцию смеси, качество бетона, процессы укладки, снятие формы с поверхности и выдержку.
Кроме того, бетон может показаться простым в обращении, но для достижения наилучших результатов он требует выравнивания почвы, что требует расчистки земли и удаления верхнего слоя почвы. Кроме того, выравнивание грунта имеет решающее значение для адекватной поддержки и придания формы конструкции.
Еще нужно помнить об ограниченном временном интервале работы с бетоном. Следовательно, отказ подходящих инструментов может привести к некачественной установке и потере времени, денег и усилий. Также он быстро сохнет, не оставляя времени на внесение изменений.
Воздействие на окружающую среду
Сегодня мы уделяем все больше внимания защите окружающей среды. Aircrete оказывает меньшее воздействие на окружающую среду по сравнению с бетоном, поскольку состоит из экологически чистых материалов. К ним относятся: летучая зола, известь, цемент, гипс, алюминиевый порошок и вода.
При производстве газобетона цемент расширяется в шесть раз по сравнению с исходным объемом с помощью воздуха, что снижает углеродный след. Кроме того, по мере того, как клеи с меньшим углеродным следом станут широко доступными, можно будет сделать воздухобетон более экологически чистым.К тому же утилизация газобетона не наносит вреда окружающей среде.
Основным компонентом бетона является цемент, который выделяет в атмосферу значительное количество парниковых газов — CO2. Портландцемент составляет восемь процентов глобальных выбросов углекислого газа из-за спекания известняка и глины при 2700 F.
И наоборот, шлифование бетона может привести к образованию опасной пыли, а длительное воздействие цемента может привести к заболеванию почек, силикозу, раздражению кожи и другим последствиям.
Национальный институт охраны труда и здоровья рекомендует прикреплять кожухи местной вытяжной вентиляции к электрическим измельчителям бетона для борьбы с пылью. Кроме того, при работе с влажным бетоном всегда необходимо использовать соответствующие средства защиты.
Вторичная переработка бетона — это стандартный метод утилизации бетонных конструкций.
Амортизатор
В тренировках по огнестрельному оружию американских военных используется пенобетон высокой интенсивности. Емкость поглощения энергии в газобетоне варьируется от 4 до 15 М.Дж. / М3, в зависимости от плотности. Кроме того, панели из ячеистого бетона имеют сплошную структуру пор, обеспечивающую возможность звукопоглощения в офисах, рядом с дорогами, системами отопления, вентиляции и кондиционирования воздуха и т. Д.
Кроме того, газобетон может плавать, что делает его пригодным для плавания на море, хотя он должен быть в защитной мембране.
С другой стороны, бетон является плохим амортизатором и не подходит для покрытия полов в местах, где проводятся занятия физическими упражнениями, например, в тренажерных залах и спортзалах.Однако он идеально подходит для гаражей и складских помещений, где прочный пол имеет решающее значение.
Водонепроницаемость
Газобетон водонепроницаем, не гниет и не разлагается в воде. Он может стать идеальным выбором для крыши. Это позволяет без проблем иметь растительность и опрыскивать ее.
Напротив, обычные бетонные поверхности не так водонепроницаемы, поскольку становятся пористыми по мере высыхания. По мере того, как вода просачивается в бетон, он начинает изнашиваться и создавать более крупные карманы, в которых вода может собираться и вызывать дальнейшие повреждения.
Однако есть продукты, которые при смешивании с бетоном делают его менее пористым. Кроме того, покрытие поверхности, которое наносится в процессе отверждения, создает водонепроницаемую отделку.
Прочность
Разработка Aircrete в первую очередь предназначалась для использования во внутренней обшивке пустотелых стен вместо легкобетонных блоков. Изначально некоторые постройки из газоблоков через несколько месяцев после строительства давали трещины из-за пузырей нестабильной формы.
Газобетон с очень низкой плотностью не подходит для несущих конструкций и подвержен ударным повреждениям.Чем выше объем добавляемого воздуха, тем более хрупким становится газобетон. Следовательно, воздух, вовлеченный в газобетон, должен содержать крошечные, стабильные и равномерно распределенные пузырьки, которые остаются неповрежденными и изолированными.
С другой стороны, бетон обеспечивает превосходную общую прочность при применении в несущих конструкциях. По мере созревания он набирает силу, что делает его отличным строительным материалом для использования в плотинах, дорожных проектах и т. Д. Кроме того, железобетон, в состав которого входят стальные арматурные стержни, углеродные волокна, стекловолокно, стальные волокна или углеродные волокна, может нести растягивающие нагрузки.
Однако, когда бетон не армирован прочными на растяжение материалами (часто сталью), возникает растрескивание матрицы. Все бетонные конструкции растрескиваются из-за усадки и жесткости.
Трещины в бетоне могут быть поверхностными — шириной менее нескольких миллиметров и глубиной или структурными — крупнее 0,25 дюйма. Плохие методы строительства вызывают поверхностные трещины, циклы замораживания-оттаивания и реакционную способность щелочных заполнителей.
Структурные трещины, которые распространяются глубже через стену или плиту, возникают в результате эрозии заполняющего материала, поддерживающего бетонную конструкцию.Кроме того, бетон имеет низкий коэффициент теплового расширения и дает усадку по мере созревания. Поэтому бетон, подверженный длительным нагрузкам, склонен к ползучести.
Огнестойкий
Aircrete пожаробезопасен и может без горения изготавливать уличные печи и костровые ямы. Широкое применение газобетонных блоков не горит и сдерживает распространение огня внутри здания. Газобетонный блок толщиной 100 мм может противостоять возгоранию до четырех часов. Однако бетонные конструкции обладают высокой степенью огнестойкости благодаря свойствам структурной формы.
Бетонные конструкции обладают более высокой степенью огнестойкости, чем конструкции из бетона и стали, из-за низкой теплопроводности. Бетон — негорючее вещество и имеет низкую скорость теплопередачи. Это гарантирует сохранение структурной целостности и сводит к минимуму риск возгорания.
В большинстве случаев бетон не требует дополнительной противопожарной защиты, так как имеет встроенную стойкость. Его можно использовать как противопожарную защиту для стальных рам или как противопожарный щит для пусковой площадки ракеты.
Применения, подходящие для газобетона
Большинство сборных блоков из газобетона бывают разных форм и размеров. Изделия из воздухобетона могут быть изготовлены с любой прочностью в зависимости от области применения.
- Плиты перекрытия
- Сборные блоки, элементы стен и панели
- Жилищные системы
- Изоляция подземных труб
- Заливные изолированные настилы крыши и пола
- Замена нестабильных грунтов
- Акустические подкладки пола и амортизация
- Заполнение для заброшенных резервуаров , шахты, пустотелые блоки и трубопроводы
- Заливка для снижения нагрузки над подземным сооружением
- Свалки
- Заливка на подходе к мосту
Применения Подходит для бетона
Бетон предназначен для различных применений, таких как восстановление, ремонт и строительство.Он может использовать различные приложения, в том числе:
- Плотины, мосты, бассейны
- Коммерческие и жилые здания
- Тротуарные блоки, дороги, путепроводы и парковочные конструкции
- Фонарные столбы, балки и настил
- Подвалы
- Изоляционные бетонные формы
- Промышленные, коммерческие и жилые конструкция плиты перекрытия
- Трубы
- Водостоки
- Стены среди прочего
Заключение
В нижних диапазонах плотности газобетон более хрупкий и имеет меньшую общую прочность, чем стандартный бетон.Хотя это может быть недостатком для несущих конструкций, это выгодно для конструкций из воздухобетона, таких как купола, крыши и полы. Кроме того, газобетон экологичен, водонепроницаем, прост в обращении и экономичен.
Бетон идеально подходит для тяжелых строительных объектов. Он выдерживает вес и гравитацию.
Необходимо отметить, что каждая форма бетона обладает уникальным набором характеристик и характеристик. Таким образом, независимо от того, используете ли вы газобетон или бетон, применение будет зависеть от типа проекта.
Источники
Экспериментальное исследование сверхлегкого (
Тип сверхлегкого (<300 кг / м 3 ) пенобетона (FC), который может использоваться как новый энергосберегающий и защищающий окружающую среду строительный материал и особенно подходит для Разработана теплоизоляционная техника наружных стен здания, показано влияние различных смесей золы-уноса, активатора золы-уноса, соотношения WC (WC) и пенообразователя (FA) на прочность FC на сжатие.Экспериментальное исследование показало, что (1) добавление летучей золы снижает прочность FC и что соответствующее количество смешиваемой золы в этой сверхлегкой системе FC не должно превышать 45%; (2) с увеличением количества активатора летучей золы прочность образца FC заметно увеличивается, и подходящее количество активатора летучей золы для смешивания составляет 2,5%; (3) оптимизированная пропорция WC составляет 0,45, и FC, произведенный в соответствии с этой пропорцией, имеет относительно высокую прочность на сжатие; (4) при увеличении смешиваемого количества FA прочность на сжатие FC заметно снижается, и оптимальное количество смешиваемой FA в этом эксперименте составляет 3.5%.
1. Введение
Пенобетон (ПБ) относится к более широкой категории ячеистых бетонов, в которых воздушные пустоты задерживаются в матрице раствора с помощью подходящего аэрирующего агента [1–4]. Он легкий, имеет влагозащиту, противопожарную, звукоизоляцию и хорошую теплоизоляцию; Таким образом, он успешно применяется в проектах по цементированию нефтяных скважин, используется в качестве засыпного материала при земляных работах, а также для звуко- и теплоизоляции строительных панелей, противопожарных стен, энергопоглощающих прокладок на дорогах, дорожных оснований, строительных конструкций. насыпь, фундаменты, геотехнические и шахтные приложения [5–7].
Исследователи успешно создали ФК в диапазоне плотностей 300–1800 кг / м3 3 [2–4, 8, 9], как тип базовых материалов; Способы получения пены и свойства FC широко изучены. Ниже приведены некоторые примеры.
(i) Составляющие базовой смеси . В дополнение к обычному портландцементу, в быстротвердеющем портландцементе использовались высокоглиноземистый и сульфоалюминат кальция для сокращения времени схватывания и улучшения ранней прочности пенобетона.В дополнение к цементу, многие типы материалов, такие как летучая зола кремнезема, известковый мел, дробленый бетон, зола мусоросжигательного завода, переработанное стекло, формовочный песок, карьерный мелкозернистый материал, пенополистирол, скорлупа масличной пальмы и мелочь Lytag, были использованы для уменьшения плотность пенобетона и / или использовать отходы / вторсырье [3, 5, 6, 10, 11].
(ii) Способы производства пены . Были использованы химическое расширение и механическое вспенивание. При химическом вспенивании вспенивающий агент (FA), такой как алюминиевый порошок, CaH 2 , TiH 2 или MgH 2 , смешивается с ингредиентами базовой смеси, и в процессе смешивания пена образуется из химические реакции, образующие ячеистую структуру бетона.При механическом вспенивании пена готовится заранее с помощью специального устройства — пеногенератора, где вода и химическая примесь смешиваются в определенной пропорции, а предварительно полученная пена механически смешивается с бетонной смесью. После формования бетон затвердевает при нормальных атмосферных условиях [3, 12, 13].
(iii) Свойства FC . Физические свойства (усадка при высыхании, плотность, пористость, система воздушных пустот и сорбция), механические свойства (прочность на сжатие, предел прочности, модуль упругости и прогнозные модели), долговечность и функциональные характеристики (теплопроводность, акустические свойства и огнестойкость) широко обсуждались [5, 6, 14–19].
Во многих вышеупомянутых исследованиях FC использовался цемент в качестве одного из основных материалов. Однако цемент — это строительный материал с высоким энергопотреблением и серьезным загрязнением окружающей среды. Таким образом, традиционный производимый продукт FC противоречит методам разработки экологически чистых строительных материалов, хотя многие экспериментальные и теоретические исследования проводились путем добавления определенного количества промышленных отходов, таких как летучая зола и шлак, в цемент; например, Nambiar и Ramamurthy [10] использовали летучую золу для производства FC с плотностями 1000, 1250 и 1500 кг / м 3 .Kearsley и Wainwright [5, 6, 17] пришли к выводу, что долговременные свойства FC можно улучшить, заменив 75% цемента летучей золой. До сих пор было проведено мало экспериментальных исследований влияния высокого содержания золы-уноса на прочность на сжатие сверхлегкого (<300 кг / м 3 ) FC. Однако по мере того, как сфера применения FC становится все шире и шире, требуется все больше и больше сверхлегких (<300 кг / м 3 ) FC, например, теплоизоляционный материал для строительства внешних стен, засыпной материал для теплосохраняющих труб, фундамент. для автомобильных дорог и тд.В этих приложениях требования к прочности на сжатие не очень высоки; обычно достаточно 0,3 ~ 0,5 МПа.
В этом исследовании был произведен тип сверхлегкого (<300 кг / м 3 ) FC, который может использоваться как новый энергосберегающий и защищающий окружающую среду строительный материал и особенно подходит для теплоизоляции. возведения наружных стен. Сообщалось о влиянии различных смешанных количеств летучей золы, активатора летучей золы, соотношения WC и FA на прочность на сжатие FC.
2. Экспериментальные программы
2.1. Материалы
(i) Цемент . Цемент, использованный в этом исследовании, был стандартным китайским портландцементом 425 [20]. Его плотность составляет 3100 кг / м 3 , а его химический состав приведен в таблице 1.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Комментариев нет