Оборудование для производства картона: Линия по производству картона в России
Оборудование для производства гофротары и картонной упаковки
Гофрокакртон – это материл, который состоит из одного или нескольких слоев плоского и гофрированного картона. Он используется для изготовления гофротары, обладает небольшим весом, простым производством и невысокой стоимостью сырья. Материал является экологически чистым, неприхотлив при хранении и транспортировке. Его востребованность объясняется не только низкой ценой, но и хорошими эксплуатационными характеристиками, благодаря использованию новых производственных технологий, материал отличается высокой прочностью. В отличие от других материалов для упаковки, гофротара и картонная упаковка поддаются переработке и подходят для многократного использования, что тоже очень выгодно. Поэтому изготовление этого материала довольно быстро окупается и приносит хорошую прибыль.
Компания «ОРТО» предлагает современное и надежное оборудование для производства гофротары и упаковки из картона в широком модельном ряду.
Предлагаем следующие виды оборудования:
· Валковые пресса/плоская вырубка
· Полуавтоматы для склеивания
· Резательно-рилевочные станки
· Боксмейкеры — автоматические станки для изготовления гофротары
Представленные в каталоге автоматы и станки отличаются мобильностью в перестройке при изменении выпускаемой продукции. Ели ваше предприятие регулярно обновляет и модифицирует ассортимент, то с нашим оборудованием при переходе на новое направление не возникнет проблем. Устройства для мелкосерийного производства упаковки помогут добиться высокой результативности и сделать работу предприятия продуктивнее.
Ели ваше предприятие регулярно обновляет и модифицирует ассортимент, то с нашим оборудованием при переходе на новое направление не возникнет проблем. Устройства для мелкосерийного производства упаковки помогут добиться высокой результативности и сделать работу предприятия продуктивнее.
Все представленное оборудование сертифицировано и отвечает высоким стандартам качества, надежно и долговечно.
Сотрудники компании готовы оказать помощь в подборе оптимального оборудования для вашего производства, под конкретные цели и задачи клиента. Звоните по телефону +7 (383) 412-42-45, +7 (383) 412-5-69, или оставляйте заявки на сайте и узнавайте больше информации о товарах.
| 142929000 | Машины и оборудование целлюлозно-бумажное, полиграфическое, для переработки полимерных материалов и производства резинотехнических изделий | 330.28.95.11 | Оборудование для производства бумаги и картона |
| 142929010 | Оборудование целлюлозно-бумажное (установки и оборудование для производства целлюлозы; для отбелки массы; оборудование бумагоделательное; для производства картона, товарной целлюлозы, товарной древесной массы; для отделки, резки, упаковки и сортировки бумаги и картона) | ||
| 142929100 | Установки для производства целлюлозы | ||
| 142929101 | Установки многотрубные непрерывного действия для выработки целлюлозы | ||
| 142929102 | Установки с вертикальным котлом непрерывной варки целлюлозы | ||
| 142929103 | Установки котлов периодического действия для выработки сульфитной целлюлозы | ||
| 142929104 | Установки котлов периодического действия для производства сульфатной целлюлозы | ||
| 142929105 | Установки котлов периодического действия для варки тряпья | ||
| 142929106 | Установки непрерывной отбелки целлюлозы | ||
| 142929107 | Установки для промывки целлюлозы | ||
| 142929108 | Установки для аэрофонтанной сушки целлюлозы | ||
| 142929109 | Установки для производства целлюлозы прочие | ||
| 142929110 | Котлы и аппараты варочные для производства целлюлозы | ||
| 142929111 | Аппараты варочные многотрубные для непрерывной варки | ||
| 142929112 | Котлы варочные вертикального типа для непрерывной варки | ||
| 142929113 | Котлы варочные для периодической варки сульфитной целлюлозы | ||
| 142929114 | Котлы варочные для периодической варки сульфатной целлюлозы | ||
| 142929115 | Котлы варочные периодического действия для варки тряпья | ||
| 142929120 | Питатели и устройства для загрузки варочных котлов (установок) прочие | ||
| 142929121 | Бункеры-воронки | ||
| 142929122 | Дозаторы щепы к установкам непрерывной варки | ||
| 142929123 | Питатели шнековые к установкам непрерывной варки | ||
| 142929124 | Питатели низкого давления к установкам непрерывной варки | ||
| 142929125 | Питатели высокого давления к установкам непрерывной варки | ||
| 142929126 | Камеры пропарочные к варочным котлам и аппаратам | ||
| 142929130 | Оборудование для подготовки и хранения щелоков | ||
| 142929131 | Смесители черного щелока с сульфитом и подогреватели черного щелока | ||
| 142929132 | Осветлители зеленого щелока | ||
| 142929133 | Установки непрерывной каустизации зеленого щелока | ||
| 142929134 | Осветлители белого щелока | ||
| 142929135 | Баки для хранения черного щелока | ||
| 142929136 | Баки для хранения осветленного зеленого щелока | ||
| 142929137 | Баки для хранения слабых щелоков | ||
| 142929139 | Оборудование емкостное и прочее для подготовки и хранения щелоков | ||
| 142929140 | Оборудование целлюлозное для отбелки массы | ||
| 142929141 | Установки для отбелки волокнистой массы | ||
| 142929142 | Башни отбельные | ||
| 142929143 | Реакторы отбельные | ||
| 142929144 | Смесители и смесители-подогреватели | ||
| 142929145 | Устройства перемешивающие | ||
| 142929146 | Оборудование для приготовления отбеливающих реагентов | ||
| 142929147 | Бассейны для массы высокой концентрации | ||
| 142929148 | Диффузоры | ||
| 142929149 | Оборудование для отбелки волокнистой массы прочее | ||
| 142929150 | Оборудование целлюлозное для приготовления и регенерации химических реагентов | ||
| 142929151 | Оборудование для содорегенерационных установок | ||
| 142929152 | Оборудование для регенерации оксида магния и диокиси серы | ||
| 142929153 | Гасители-классификаторы | ||
| 142929154 | Каустизаторы и мешалки | ||
| 142929159 | Оборудование целлюлозное для приготовления и регенерации химических реагентов прочее | ||
| 142929160 | Оборудование технологическое для производства целлюлозы прочее | ||
| 142929161 | Аппараты и сосуды целлюлозного оборудования из титановых сплавов | ||
| 142929162 | Оборудование для улавливания и использования тепла | ||
| 142929170 | Оборудование бумагоделательное для подготовки сырья | ||
| 142929171 | Барабаны корообдирочные | ||
| 142929172 | Оборудование для обезвоживания и измельчения коры | ||
| 142929173 | Оборудование для производства щепы | ||
| 142929174 | Оборудование для измельчения, сортирования и очистки недревесного сырья | ||
| 142929180 | Оборудование целлюлозное для выработки, размола, сортирования, очистки, сгущения и перемешивания массы | ||
| 142929181 | Оборудование для выработки древесной массы | ||
| 142929182 | Оборудование для измельчения и роспуска волокнистых полуфабрикатов и отходов | ||
| 142929183 | Оборудование для размола волокнистой массы | ||
| 142929184 | Оборудование для сортирования волокнистой массы | ||
| 142929185 | Оборудование для очистки волокнистой массы | ||
| 142929186 | Оборудование для сгущения волокнистой массы | ||
| 142929187 | Оборудование для перемешивания волокнистой массы | ||
| 142929188 | Оборудование для улавливания массы | ||
| 142929190 | Оборудование для производства бумаги, картона, товарной целлюлозы и товарной древесной массы, для производства склеенных, гофрированных, пропитанных видов бумаги и бумаги с покрытиями | ||
| 142929191 | Машины бумагоделательные | ||
| 142929192 | Машины картоноделательные | ||
| 142929193 | Машины для производства товарной целлюлозы и товарной древесной массы | ||
| 142929194 | Агрегаты бумагоделательных, картоноделательных, сушильных и обезвоживающих машин | ||
| 142929195 | Оборудование для производства клееного и гофрированного картона | ||
| 142929196 | Машины для мелования бумаги | ||
| 142929199 | Машины специальные | ||
| 142929200 | Оборудование для отделки, резки, упаковки, транспортировки и сортировки бумаги и картона | ||
| 142929201 | Оборудование для увлажнения бумаги и картона | ||
| 142929202 | Оборудование для каландрирования бумаги и картона | ||
| 142929203 | Оборудование для резки и сортировки бумаги и картона | ||
| 142929204 | Оборудование для упаковки бумаги и картона | ||
| 142929205 | Оборудование для транспортировки бумаги и картона | ||
| 142929206 | Станки для изготовления бумажных гильз | ||
| 142929210 | Оборудование бумагоделательное технологическое прочее | ||
| 142929211 | Устройства приводные | ||
| 142929212 | Агрегаты и установки теплорекуперационные | ||
| 142929213 | Установки для тепловой обработки макулатуры | ||
| 142929214 | Оборудование для изготовления тары из бумаги и картона | ||
| 142929215 | Установки вакуумные | ||
| 142929216 | Приборы автоматического управления и контроля | ||
| 142949136 | Линии технологические комплектные, установки и агрегаты по производству целлюлозно-бумажной продукции |
Производство упаковки из картона: технология и этапы
Главная » Статьи » Производство упаковки из картона: технология и этапыОбъем производства бумаги и картона в масштабах всего мира приближается 500 миллионов тонн в год. Эти цифры с каждым годом растут за счет все более активного задействования вторсырья. Кроме того, в отрасли все шире применяют химические реагенты и совершенствуют бумагоделательное оборудование. Поговорим о тонкостях изготовления картонной упаковки и специфике производственного процесса.
Эти цифры с каждым годом растут за счет все более активного задействования вторсырья. Кроме того, в отрасли все шире применяют химические реагенты и совершенствуют бумагоделательное оборудование. Поговорим о тонкостях изготовления картонной упаковки и специфике производственного процесса.
Оборудование
Производство изделий из картона ведется на специальных автоматизированных линиях. В состав таких линий входят высекальные прессы, клеенаносящие агрегаты и размоточные станки. Также следует вспомнить о гидроразбивателях, турбосепараторах, пульсационных мельницах и остальных установках для подготовки целлюлозной массы.
Коробки, контейнеры и прочую тару изготавливают с помощью строго определенных типов машин. Выбор того или иного устройства зависит от требуемой формы и габаритов изделия. Так, стандартные прямоугольные коробки, которые после склеивания передаются заказчику в сложенном виде, выполняются на фальцевально-склеивающих линиях. А для выпуска объемной упаковки нестандартной формы не обойтись без автоматических станков для формования и проклейки тары.
Сырье
Для производства бумаги и картона берется несколько ингредиентов:
- целлюлоза;
- наполнители минерального происхождения;
- химические волокна;
- клей;
- красители.
Иначе обстоят дела с гофрокартоном – упаковочным материалом, который пользуется самым высоким спросом. Сырьем для производства гофрированного картона, наряду с древесными волокнами, служит вторсырье из старого гофрокартона. Иногда в композицию добавляется остальная макулатура, но строго в пределах 10-15%.
При использовании макулатуры покровный слой заготовки покрывается беленой или небеленой целлюлозой. Это делается для улучшения цвета готового продукта и повышения его прочности.
Этапы производства картонной упаковки
Упаковочные изделия изготавливают в три этапа:
- подготовка массы;
- формование картонного полотна;
- изготовление упаковки.
Опишем каждый этап подробнее.
Подготовка массы
Итак, если используется вторсырье, производство упаковки из картона начинается с подготовки смеси размолотых волокнистых материалов – эту смесь называют бумажной массой.
После предварительного размалывания масса с помощью насоса перекачивается в массный бассейн, оттуда поступает на вихревой конический очиститель, где проводится ее грубая очистка, а далее – на сортирующий гидроразбиватель и на пульсационную мельницу. Следующий по маршруту – композиционный бассейн, где в очищенную массу добавляют глинозем, крахмал и клей.
Однако окончательный размол еще впереди. Его выполняют дисковые мельницы, на которые масса подается из композиционного бассейна. После размола снова следует бассейн – теперь уже машинный. Затем массу ожидает смесительный насос, а после – система вихревых очистителей для удаления мелких неволокнистых включений.
Как делают картон и гофрокартон?
В число оборудования для производства картона входят так называемые картоноделательные машины. Тщательно измельченная картонная субстанция поступает в напорный ящик такого устройства, чтобы повергнуться обезвоживанию, прессованию и просушиванию.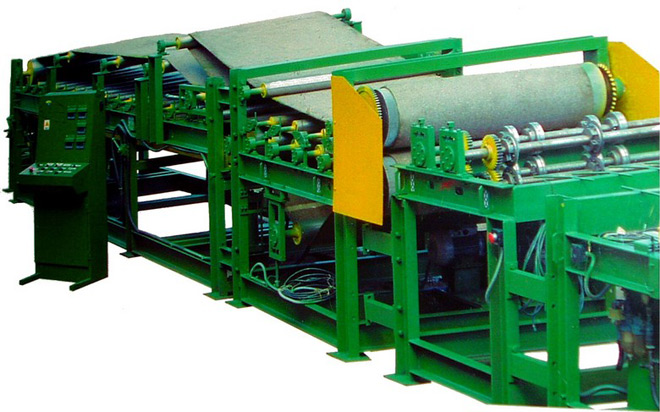
Готовый картон проходит сквозь тамбурные валы, где разглаживается, а затем поступает на продольно-резательный станок для раскроя по заданным параметрам.
В отличие от обычного картона (его называют монокартон) гофрированный картон представляет собой конструкцию из склеенных между собой нескольких картонных листов. При этом плоские листы чередуются с волнистыми слоями картона.
Производство гофрированного картона традиционно начинается с подготовительного этапа. Суть подготовки заключается в кондиционировании листов картона, предназначенных для гофрирования. Для этого материал укладывают в теплое помещение, где оставляют на 24 часа.
Следующий шаг – операции на размоточном станке. Проходя между цилиндрами этого агрегата, картон подогревается и увлажняется, что в дальнейшем улучшает проникновение клея вглубь его структуры.
Далее наступает очередь гофрирования. Эта технологическая операция осуществляется с помощью, пожалуй, самого важного оборудования для производства гофрированного картона – гофрировального пресса. Картон проходит между горячими гофрирующими валами, принимая в результате обработки волнистую форму.
Эта технологическая операция осуществляется с помощью, пожалуй, самого важного оборудования для производства гофрированного картона – гофрировального пресса. Картон проходит между горячими гофрирующими валами, принимая в результате обработки волнистую форму.
Затем на гофрированные картонные листы с помощью клеенаносящей машины накладывается клеевая пленка, после чего поверх проклеенного гофрированного листа кладется плоский картон. Пройдя через прижимной вал, оба слоя плотно соединяются друг с другом, и на выходе получается двухслойный гофрокартон.
Если цель – производство трехслойного гофрокартона, понадобится еще пара операций. Двухслойный гофрокартон снова подается на клеенаносящую машину, которая наносит клей уже на другую сторону гофрированного листа. И напоследок к двухслойному гофрокартону приклеивается дополнительный плоский лист.
Финальный этап технологического процесса – сушка в сушильном устройстве. Эта операция необходима для удаления влаги и надежного затвердевания клея.
Несколько слов о кашированном монокартоне
Для производства изделий из картона часто используется кашированный монокартон. Он также представляет собой многослойную конструкцию, но в отличие от гофрокартона для изготовления кашированного монокартона берутся только плоские листы. В качестве основы такого материала берется толстый картон, а поверх него наклеивается тонкий картон, винил или дизайнерская бумага. Соответственно, из цепочки производственных процессов в данном случае выпадает гофрирование.
Изготовление упаковки
Из листов готового картона изготавливают непосредственно упаковку: коробы, ящики, лотки и контейнеры. Для этого, как уже говорилось, сначала используется продольно-резательный станок.
После раскроя по заданным параметрам приходит очередь создания разверток для будущих изделий с помощью автоматизированного оборудования – слоттера. Этот агрегат выполняет две операции: просечку – создание сквозных отверстий и рилевку – формирование углубленных рилевочных линий. При изготовлении коробов сложной конфигурации развертки выполняются с применением ротационных станков.
При изготовлении коробов сложной конфигурации развертки выполняются с применением ротационных станков.
Затем на картонные листы наносится маркировка с указанием условий безопасной транспортировки и хранения продукции. Кроме того, на картон может наноситься логотип и название компании производителя, а также другие данные, для чего используется метод печати. Для придания упаковке максимально презентабельного вида нередко применяется лакирование, ламинирование и даже тиснение фольгой.
На заключительном этапе подготовленные развертки сгибаются по углубленным рилевочным линиям и склеиваются на автоматизированных фальцевально-склеивающих станках. Производство упаковки из картона закончено – теперь остается лишь отгрузить товар заказчику.
Поделитесь ссылкой со своими друзьями:
Производство бумаги для гофрирования и тарного картона из вторичного сырья
☰
- Услуги
Разработка инвестиционного проекта
Разработка бизнес-плана
Маркетинговое исследование
Финансовая модель проекта
Разработка проектной и сметной документации
Технико-экономическое обоснование
Маркетинговое исследование
Анализ рынка
Оценка перспективы импортозамещения
Проектирование
Разработка концепт-проекта
Технико-экономическое обоснование
Подбор земельного участка для реализации проекта
Составление задания на проектирование
Подготовка архитектурно-градостроительных решений
Определение необходимых ТУ и согласований
Разработка проектной и сметной документации
Разработка бизнес-плана
Варианты и типы проектов
Процесс работы и представление результатов
Сопровождение инвестиционных проектов
Налоговые льготы в ленинградской области
Составление декларации для прохождения мвк
Финансовое обоснование инвестиций
Получение мер государственной поддержки
Региональные налоговые льготы
Государственные субсидии
Государственно-частное партнерство (проекты ГЧП)
Индустриальные парки и ОЭЗ
Прочие меры господдержки
Льготные займы и кредиты
Специальный инвестконтракт
Поддержка судостроительной отрасли
Прямое финансирование в рамках отраслевых программ
Льготные займы
Обновление гражданского флота
Локализация компонентов
Готовая аналитика и периодика
Типовые бизнес-планы
Готовые маркетинговые исследования
Портал инвестиционных проектов России
- Опыт
Промышленность и производство
Автомобилестроение и автокомпоненты
АПК и пищевая промышленность
Промышленные парки и промзоны
Легкая промышленность
Лесная промышленность и переработка древесины
Логистические комплексы
Машино-, приборостроение, электроника
Медицина и микробиология
Металлургия и металлообработка
Нефть и газ
Производство строительных материалов
Судостроение и морские перевозки
Химическая промышленность
Экология, мусоропереработка и утилизация
Энергетика
Гражданские объекты
Жилые объекты
Интернет проекты и телекоммуникация
Коммерческая недвижимость
Медицинская инфраструктура
Объекты рекреации
Спортивные объекты
Торговля и дистрибьюция: непродовольственные товары
Торговля и дистрибьюция: продовольственные товары
Торговля, дистрибьюция, сервис автомобилей и спецт
Объекты инфраструктуры
Инженерная инфраструктура
Профессиональное оборудование для изготовления коробок
Работаем на профессиональном оборудовании с высокой производительностью.
Предлагаем заказчикам оптимальные варианты производства, учитывая особенности продукции. В распоряжении наших специалистов есть автоматические и ручные станки для высококачественного производства.
Печатная пятисекционная машина SPEEDMASTER SM 102-4
Станок для трафаретной печати (максимальный формат – 1050х750 мм)
Инновационная техника для обработки дизайнерских бумаг и нестандартных материалов. Предусмотрена возможность печати сольвентными и УФ-красками.
Тигельные прессы (А1, А2, серия ML)
Оборудование часто используется для подготовки объемных тиражей крупных размеров. Максимально допустимый размер листа – 1040х720 мм.
Автоматическая высечка BOBST VISIONCUT
Гофроагрегат для производства микрогофрокартона
Планшетный цифровой режущий плоттер (поле 2500х1700 мм, максимальная толщина материалов – до 50 мм)
Применяется для подготовки образцов упаковок без вырубки и изготовления штампов.
Бумагорезательная машина (760 мм и 920 мм).
Точная резка материалов для изготовления индивидуальной упаковки. Гильотина предназначена для оперативной резки материалов с высокой точностью.
Ручные машины для нанесения клея
Используются в производстве средних и небольших тиражей, применяются для обработки мелких деталей. Ручные машины позволяют проклеить форзацы для переплетных крышек, собрать комплектующие для коробок (бортики, вставки и т.д). Клей равномерно распределяется по материалу.
Переплетные прессы (максимальный формат – 700х450 мм).
Машины для прессования картона (полуавтоматические)
Каландры применяются в процессе производства переплетных крышек и при кашировке листов. Максимально допустимая ширина – 900 мм. Используются для изготовления сложных конструкций и переплетных крышек. Плоские материалы прижимаются друг к другу, крышка выпрямляется.
Плоские материалы прижимаются друг к другу, крышка выпрямляется.
Станки для «опрессовки» коробок (от 50х50х10 мм)
Полуавтоматическое оборудование для быстрого производства кашированных коробок. После приклейки лайнера все стороны изделия тщательно проглаживаются, бумага плотно прижимается к картону. Станок прессует коробку со всех сторон.
Крышкоделательная машина (450х950 мм)
Автоматическое оборудование для производства переплетных конструкций. Машина осуществляет промазку клеем, позиционирование сторонок, загибку кантов, прессование. Техника используется для изготовления трансформеров, коробок-книжек, изделий с магнитными клапанами.
Станки для сборки коробок (от 50х50х10 мм)
Плоская заготовка из картона приобретает объем и фиксируется скотчем.
Автоматическая машина для резки пазов в картоне
Оборудование часто используется для обработки картонных заготовок. Уникальная техника позволяет оформить продукцию с заостренными углами.
Уникальная техника позволяет оформить продукцию с заостренными углами.
Автоматические линии с самонакладом
Оборудование применяется для сборки кашированных изделий и составных частей. Листы из стопы промазываются клеем и передаются на транспортную ленту, где происходят другие операции. Максимально допустимая ширина области покрытия клеем – 600 мм.
Полуавтоматический ламинатор (А1)
Оборудование используется для нанесения пленки на отпечатанные оттиски. Защита лайнеров обеспечивает долговечность коробок.
Цифровая офсетная печатная машина HP Indigo 7600
Высокая скорость — до 120 страниц А4 в минуту при печати в 4 краски и до 240 — при печати однокрасочных страниц.
Возможность производить 800 000 4-красочных страниц А4 в месяц при односменной работе и 3,5 миллиона 4-красочных страниц А4 в месяц в режиме работы 24/7.
Меньшая себестоимость печати, позволяющая экономично работать с большими, офсетными тиражами.
Максимальный формат печати — 330,2 мм х 482,6 мм.
Интеллектуальная система контроля качества печати Vision Systems.
Самый широкий диапазон красок HP ElectroInk, включая Light Cyan и Light Magenta, кроящий белый – White Ink.
Надежная система Digital Front-End, дающая возможность простого удаленного управления цифровой офсетной машиной, а также уникальная система печати переменных данных и наращиваемая система жестких дисков
Цветная цифровая печатная машина Canon imagePRESS C650
Максимальная скорость печати 65 стр/мин.
Разрешение печати 2400х2400 dpi
Глубина цвета, градаций 256 (8 bit)
Плотность запечатываемого материала 52-300 г/м2
Максимальный формат материала 330.2 x 487.7 мм (330.2 x 760 мм из ручного лотка)
Автоматический дуплекс Стандартно, до 300 г/м2
ШИРОКОФОРМАТНЫЙ УФ ПЛОТТЕР FUJIFILM ACUITY 1600 LED II
Макс. ширина печати 1600 мм
ширина печати 1600 мм
Макс. толщина материала 13 мм
Макс. масса материала 25 кг (рулон), 12 кг (лист)
Цветовая палитра CMYK+Lc+Lm+White+Clear
Скорость печати Production (10 bi-directional, 600×500 dpi) – 20 м2/ч
Standard (16 bi-directional, 900×800 dpi) – 13 м2/ч
Quality (24 bi-directional, 1200×1200 dpi) – 8,3 м2/ч
High Quality (48 bi-directional, 1200×1200 dpi) – 4,2 м2/ч
Широкоформатный струйный плоттер Canon imagePROGRAF iPF9400
Макс. ширина печати 1524 мм
Разрешение 2400 x 1200 dpi
Чернила пигментные 12 цветов
Скорость печати (экономичный режим) A0, цвет., обычная бумага 2.0
Скорость печати (обычный режим) A0, цвет., обычная бумага 3.7
Толщина материала 0.07 – 0.8 мм
Формат А0
Точность печати линий ± 0. 1 %
1 %
Широкоформатный струйный плоттер Canon imagePROGRAF iPF8400
Макс. ширина печати 1118 мм
Разрешение 2400 x 1200 dpi
Чернила пигментные 12 цветов
Скорость печати (экономичный режим) A0, цвет., обычная бумага 2.0
Скорость печати (обычный режим) A0, цвет., обычная бумага 3.7
Толщина материала 0.07 – 0.8 мм
Формат А0
Точность печати линий ± 0.1 %
Ламинатор AUTOBOND MICRO 52 SD TP
Максимальный формат листа, мм 520 x 740
Минимальный формат листа, мм 210 x 297
Максимальная ширина бобины с пленкой, мм 520
Внутренний диаметр втулки, мм 76
Максимальная скорость ламинации, м/мин 35
Толщина пленки, мкм 24 – 50
Диапазон плотностей бумаг и картона, г/см2 135 – 350
Ламинатор GMP Protopic-II 540
Ламинирует формат А2 лист/час 1250
Формат А3 лист/час 2150
Максимальная скорость м/мин до 10
Толщина пленки мкм до 30
Плотность бумаги/картона г/м2 120–350
Максимальный формат мм 540×800
Ламинатор KALA ATLANTIC-1080
Максимальная ширина ламинирования мм 1080
Скорость м/мин 3
Толщина материала мм 25
Толщина пленки мкм до 320
Ламинатор GMP Surelam-III 540
Максимальная ширина ламинирования мм 540
Пленки мкм 25 – 250
Бумаги г/м2 80 – 350
Толщина ламинирования мм 1
Скорость ламинирования м/мин до 7
Автоматическая машина биговки Bacciottini PitStopDGLine 8000
максимальный / минимальный формат, мм 500 x 700 / 80 x 100
плотность бумаги, грамм / кв. м 80 — 400
м 80 — 400
механическая скорость, листов A4 / час 8000
максимальное количество бигов на листе, шт 20
Нож отрывной перфорации 2:01:00
3 ножа для биговки, мм 1 / 1,5 / 2
Автоматическая машина фальцовки Bacciotini ButterFly easy2fold
Формат листа (макс/мин), мм 500 x 800 / 80 x 150
Плотность материалов, грамм/кв.м 80 — 400
Производительность, циклов/час 11 000
Максимальное количество фальцев 2
Режущий плоттер серии ZUND S3 M800
Обработка листы/панели, рулонные материалы
Толщина обрабатываемого материала до 25 мм
Система позиционирования AKI
Точность позиционирования +/- 0,1 мм/м
Скорость обработки 1 м/с
Высекальная машина VEGA-ML-750
Максимальный формат обрабатываемого материала мм. 750х520
750х520
Производительность, такт/мин 25±2
Максимальное усилие высечки, тонн 60
Длина высекальных ножей (макс.) м 15
Машина для высечки и горячего тиснения TYMK-750
Максимальный формат обрабатываемого материала мм. 750х520
Производительность, такт/мин 25±2
Максимальное усилие высечки, тонн 150
Длина высекальных ножей (макс.) м 15
Тигельный пресс Vega ML 1040
Максимальный формат обрабатываемого материала мм. 1040х720
Производительность, такт/мин 23
Максимальное усилие высечки, тонн 120
Длина высекальных ножей (макс.) м 28
Пресс для тиснения ТС 800Т (ручной)
Размер захвата клишедержателя мм 110 х 170
Площадь тиснения мм до 310 х 380
Пресс для тиснения Vektor WT 3-19 пневматический
Площадь тиснения мм. 300х300
300х300
Производительность листов в час. 400
Принтер Unibind UniFoilPrinter
Максимальное разрешение печати 300 x 300 dpi
Максимальная скорость, см/с; 2,5
Формат материала, мм 410 x 280
Быстрая смена фольги Да
Печать на переплетных материалах Да
Печать на бумагах Да
Аппарат клеевого бесшвейного скрепления C.P.BOURG 3002
Формат книги, мм
Максимальный 320×385
Минимальный 100×100
Толщина книги, мм 1…60 (от 10 до 600 листов 80г/м2)
Максимальная скорость, цикл/час до 600
Формат обложки, мм
Максимальный 395×710
Минимальный 100×200
Плотность обложки, г/м2 80…300
Подача обложки роторная пневматическая (вакуумная)
Биговка двойная, до 12 бигов
Автоматический прижим-возврат да
Регулировка нанесения клея по краям, по корешку, толщина, боковая
Машина бесшвейного скпепления HORIZON PUR BINDER BQ-160PUR
Рабочий формат от 70х128 до 300х350 мм
Толщина блока от 1 до 40 мм
Максимальная скорость до 180 блоков/час
Операции торшонирование, проклейка блока, обжим корешка
Листоподборочно-брошюровальная линия HORIZON SPF200A
Количество башен, лотков 1 башня 10 лотков
Производительность, тактов/час 9500
Контроль отсутствующего, двойного листа, а также затора бумаги да
Формат бумаги, мм мин. 148×148;
148×148;
макс 350×500
Плотность бумаги, г/м2 40-260
Емкость лотка, мм 55
Автоматический брошюровщик SWI 520
Максимальный / минимальный формат, мм 520 х 800 / 50 х 80
Механическая скорость, блоков / час 1600
Полуавтоматическая крышкоделательная машина Schmedt PraziCase EC-3
Формат переплетной крышки, мин./макс, мм:
Высота 100 – 335
Ширина 216 – 750
Толщина 1,5 – 3,5
Ширина корешка, мин./макс., мм 6,4-82
Производительность, крышек в минуту (расчетная) 2-3
Книговставка Schmedt PraLeg
Длина корешка, мм 80-340
Ширина книги, мм 110-450
Толщина блока, мм 2-60
Производительность, кн/час 100-300
Станок для прессования и штриховки книг Schmedt Praform
Длина корешка, мм 520
Ширина книги, мм 400
Толщина блока, мм 100
Производительность, кн/час 300
Давление прессования, кПа : 1000
Время прессования, с 5-100
ПЛАНШЕТНЫЙ РЕЖУЩИЙ ПЛОТТЕР GUNNAR F1-M HYBRID
Ширина, мм 400 1533
Глубина, мм 100 1284
Высота, мм 300 1115
Макс. скорость резки, мм/с 500
скорость резки, мм/с 500
Макс. формат материала, мм 1200×900
Макс. толщина материала, мм 3,5
Гильотина Cassese 55M
Угол реза 45° — 90° Изменяемый
Максимальная ширина реза 70 мм с реверсными ножами 100 мм со стандартными ножами
Механический станок для скрепления углов багетных рам MiniGraf A2M 200
Высота профиля, минимальная/максимальная, мм 6/90
Ширина профиля, минимальная/максимальная, мм 6/180
Сменные головки для скрепляющих скоб, мм 7, 10, 15
Сменные головки для скрепляющих скоб по заказу, мм 3, 4, 5, 12
Автоматическая машина для резки пазов LS-1200B
Максимальный формат обрабатываемого материала мм. 800×600
Производительность, такт/мин 40
Максимальное кол-во канавок 8
Толщина картона, мм 1-4
Полу-автоматический станок для «опрессовки» коробок LS-F6
Максимальный формат коробки, мм. 460х380х120
460х380х120
Производительность, такт/мин 22
Полу-автоматический станок для «опрессовки» коробок LS-F6
Максимальная ширина бумаги, мм. W80-600
Плотность бумаги. г/м2 80-250
Производительность, такт/мин 40
Полу-автоматический станок для «опрессовки» коробок LS-F6
Минимальный размер коробки, мм. 40x40x10
Производительность, такт/мин 40
Какое оборудование необходимо для производства картонных коробок
Трудно найти хорошую альтернативу легким картонным коробкам. Спрос промышленных и торговых предприятий на них не падает из-за высоких эксплуатационных качеств:
- компактное хранение и транспортировка
- сохранение целостности и товарный вид хрупких товаров
- материал влага внутри
- простота использования
- удобный носитель рекламы
- экологическая чистота.


Автоматическая линия
Линия для крупносерийного производства упаковки из картона и гофрокартона имеют высокую производительность, позволяющую изготавливать продукцию со скоростью до 6000 шт. В час, поэтому быстро окупаются. Отметим, на сайте http://ronbel.ru/kartonnye-korobki-raznyx-razmerov/ не проблема купить картонные коробки любых размеров. В комплект основного и вспомогательного оборудования входят:
- загрузочные лотки
- просекательно-рилевочная площадка
- релевантно-раскройные машины
- секционные ротационно-высекальные
- упаковщики листов
- складно-склеивающие машины
- пресс мини
- контрольно-измерительные приборы
- пресс-секции
- упаковочные столы.
Популярными на российском рынке марками являются Anter (Испания), Pantek (Италия), Vesta-BKS (Россия), SVIT (Чехия), Bobst (Швейцария). С западными брендами достойно конкурируют китайские машины Transpack, цена на которые в 2 3 раза ниже и тайваньская линейка Tsai.
Для формования, сборки, склеивания на автоматических и полуавтоматических станках с программным обеспечением, позволяющим изготавливать цельносборные или складные коробки и коробки разных размеров:
- из жесткого картона с усиленными углами
- с сердечником и без сердечника
- открытый верх
- склеенный термоклеем
- с восьмиугольным горо на шесть бутылок.
Регулировка, техническое обслуживание и ремонт, выполняемые командой обученных профессионалов. Оператор с помощью компьютера контролирует производственные процессы:
- Раскрой листов.
- Флексографические изображения.
- Формовка заготовок в зависимости от конструкции.
- Склеивание.
Малые фирмы с малым или средним объемом производства могут приобретать и использовать отдельную единицу оборудования.
Вертикальная установка
Для резки гофрокартона и картонных коробок однотипных, стандартной и / или нестандартной формы разработаны специальные станки:
- ротационные
- вальцовочно-штамповочные
- вальцовочно-высечные
- раскатно-рилевочные.

В рабочем процессе агрегаты работают с помощью гидравлической, электромеханической, двигательной систем. Самый простой механизм для ручных высекальных прессов малых серий (гильотина). Оборудование безопасности обеспечивает специальные режущие кромки.
Машины флексографские печатные
Краска быстросохнущими анилиновыми красителями одного или нескольких цветов с печатными формами из резины, пластиков. Ее можно наносить даже на толстые материалы с количеством слоев от 3 до 7. Печать делает любую упаковку не просто контейнером для хранения, а средством продвижения на рынке.
Линия основы
Красочное высококачественное изображение получается путем соединения основы с листом, на котором напечатано изображение.
Заключение станка
Запайщик углов и стыков может выполняться в автоматическом и полуавтоматическом вариантах. Надежность стыковки обеспечивает скотч типа скотч, склеивающий одновременно верх и низ изделия. В полуавтоматическом режиме настройка под формат упаковки осуществляется вручную, верхние клапаны перед запайкой закрываются оператором.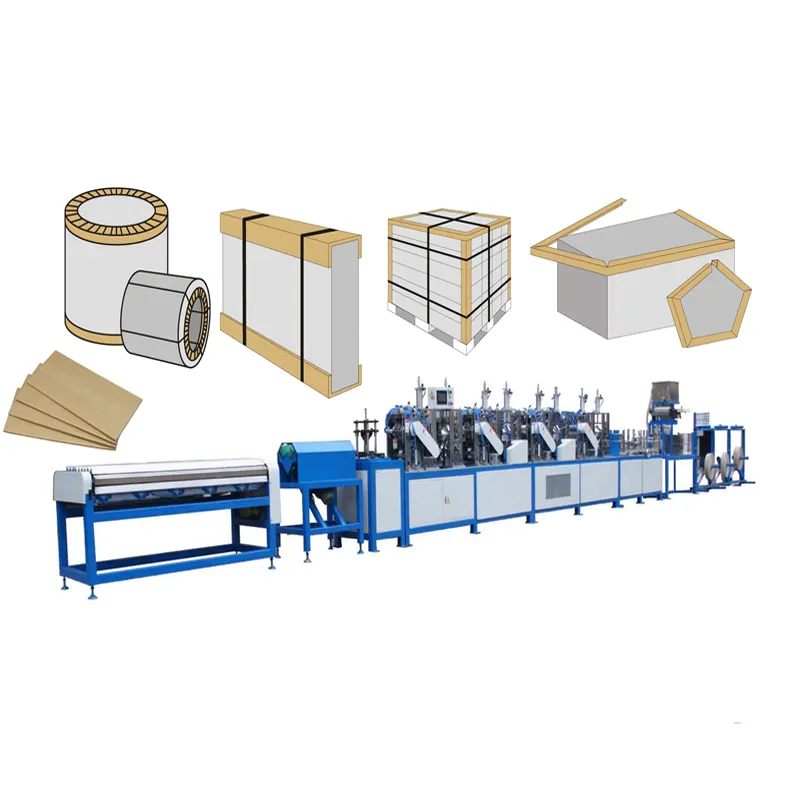 Автоматические укупорочные машины, все операции не зависят от человека. Особенно они нужны при склейке пакетов для перевозки крупногабаритных предметов: мебели, газовых котлов, бытовой техники.
Автоматические укупорочные машины, все операции не зависят от человека. Особенно они нужны при склейке пакетов для перевозки крупногабаритных предметов: мебели, газовых котлов, бытовой техники.
Scamosciato
Обеспечить надежное соединение клеевого клапана часто движущихся коробок. Кронштейн изготавливается из металлической оцинкованной или омедненной проволоки. Степлеры бывают ручными, как и другие машины, автоматическими и полуавтоматическими.
Просекательно-рилевочные решеточки
Mini Slattery производят перфорацию в жесткой бумаге и толстом картоне при изготовлении разделительных решеток для упаковки стеклотары (банки, бутылки).Состоит из стола автоматической подачи, рифленых валов, конвейера для удаления заготовок. Качественную работу обеспечивает нож с заостренным лезвием, входящий в базовую комплектацию.
Контроль качества сырья
Упаковка не должна существенно увеличивать стоимость товара, поэтому покупайте картонные коробки в больших количествах, что позволяет сэкономить на цене. В помещениях для хранения строго соблюдайте температурный режим не ниже + 15 °; C, контроль влажности. Отклонение от норм приводит к снижению прочности материалов, качества будущих изделий.Склады и цеха оборудованы системами вентиляции, кондиционирования, регулирующими микроклимат.
В помещениях для хранения строго соблюдайте температурный режим не ниже + 15 °; C, контроль влажности. Отклонение от норм приводит к снижению прочности материалов, качества будущих изделий.Склады и цеха оборудованы системами вентиляции, кондиционирования, регулирующими микроклимат.
Перед производством материал ящиков должен быть просеян на соответствие следующим характеристикам:
- механическая прочность
- влагостойкость
- старение
- возможность соединения различными способами.
Использованные картонные коробки из гофрированного картона, коробки и коробки подлежат переработке. И хотя сырье получается некачественного, из него можно производить туалетную бумагу, наполнители.При утилизации в атмосферу не выделяет вредных веществ, целлюлоза быстро гниет, не причиняя вреда природе.
, сервис «translate.yandex.ru»
Как делают картонную коробку
Технологи упаковки любят рассказывать о своих продуктах, но они с большим удовольствием обсуждают основы, из которых делают коробки, ленты, полиэтилен и стретч-пленку.
Картонные коробки, безусловно, являются одним из основных продуктов упаковочной промышленности. Но легко забыть, что картонные коробки, которые вы используете регулярно, когда-то были не таким уж скромным деревом.
Итак, каков процесс превращения деревьев в гофрированный картон? Что ж, ожидание окончено! Kite Packaging попросила своих технологов рассказать нам, каков процесс очистки сырья и его обработки для изготовления картонных коробок, которые вы покупаете каждый день для своего бизнеса.
Почему бы и нет? Вы можете добавить эти факты к общей части вашего мозга, зарезервированной для викторин в пабах и хвастовства.
Сначала основы
Картонная коробка состоит из флейты (сделанной из переработанной бумаги), зажатой между двумя вкладышами. В настоящее время очень распространено, что эти лайнеры также состоят из значительной части переработанного содержимого, полученного из старого картона или других источников вторичной бумаги.
Однако для изготовления коробок высшего качества по-прежнему используется крафт-бумага.На самом деле, на самом деле не имеет значения, переработана бумага или нет, в конечном итоге всегда начиналась как чистая бумага, которую изготавливали из измельченных деревьев.
Деревья
При производстве ящиков мы говорим о двух разных типах лайнеров: это материал, который лежит сверху и снизу канавки и образует гофрированный картон. Обычно картонные коробки имеют внутренний вкладыш из тестовой бумаги и внешний слой из крафт-бумаги. Это связано с тем, что крафт-бумага лучше по качеству, чем тестовая, и имеет более гладкую поверхность, поэтому на ней легко печатать.Крафт также имеет то преимущество, что он более устойчив к проникновению воды, что является дополнительным преимуществом использования его для внешней стороны.
Предстоящие мероприятия в Великобритании от The Manufacturer :
- Саммит по промышленным данным: понимание масштаба — 18 апреля, Лондон
- Саммит по производственному финансированию: еще раз о риске / вознаграждении — 16 мая, Оксфорд
- Саммит производственных инноваций: сорвать или сорвать — 20 июня, Ливерпуль
- Саммит «Женщины и разнообразие в производстве»: устранение нехватки квалифицированных кадров в отрасли — 21 июня, Ливерпуль
- Саммит по производственной робототехнике: производительность, эффективность, рост — 11 июля, Бирмингем
- Саммит лидеров производства: ваш инструментарий цифрового производства — 14-15 ноября, Ливерпуль
- Smart Factory Expo: крупнейшая в Великобритании выставка цифрового производства — 14-15 ноября, Ливерпуль
- 100 лучших производителей 2018: презентация отчета — 14 ноября, Ливерпуль
- The Manufacturer MX Awards 2018: гала-ужин и церемония награждения — 15 ноября, Ливерпуль
Для получения такой гладкой поверхности крафт-бумагу необходимо изготавливать из хвойных пород дерева, которые обычно имеют длинные волокна, таких как сосна, ель и ель. Большая часть европейской бумаги производится с использованием деревьев из устойчивых лесов, принадлежащих SCA (Svenska Cellulosa Aktiebolaget — англ .: Swedish Cellulose Company), которая сажает два дерева на каждое вырубленное дерево. Длинные волокна также лучше растягиваются, поэтому крафт-бумага часто описывается как обладающая высокой прочностью на разрыв и разрыв.
Большая часть европейской бумаги производится с использованием деревьев из устойчивых лесов, принадлежащих SCA (Svenska Cellulosa Aktiebolaget — англ .: Swedish Cellulose Company), которая сажает два дерева на каждое вырубленное дерево. Длинные волокна также лучше растягиваются, поэтому крафт-бумага часто описывается как обладающая высокой прочностью на разрыв и разрыв.
Внешний вид крафт-бумаги может отличаться в зависимости от типа дерева, из которого она была получена, например, крафт-бумага из скандинавской ели, сосны и серебряной березы имеет темно-коричневый цвет, однако русские варианты того же типа дерева выглядят более разнообразно коричневым с темным патчи.В Бразилии используются эвкалипт и ель, а производимая ими крафт-бумага светло-коричневого цвета, тогда как китайские деревья имеют желтоватый оттенок из-за высокого содержания соломы в крафт-бумаге.
Бумажные лайнеры для испытаний обычно изготавливаются из древесины твердых пород с короткими волокнами или переработанной бумаги, поэтому она дешевле и имеет более абразивные свойства. К твердым породам относятся дуб, платан, береза и каштан, и опять же, они производятся преимущественно из экологически чистых лесов SCA.
К твердым породам относятся дуб, платан, береза и каштан, и опять же, они производятся преимущественно из экологически чистых лесов SCA.
Крафт-бумага и тестовая бумага также используются для создания рифленой бумаги между вкладышами, которые в конечном итоге создают прочный картон.
Краткое руководство по картонным коробкам от Kite Packaging.Варка целлюлозы
Чтобы создать бумагу, требуется длительный процесс, чтобы измельченная древесная щепа была чистой и пригодной для использования. Для начала деревья рубятся и валятся, чтобы получить тонны бревен, которые проходят через машину для окорки и измельчения.
Эти стружки затем подвергаются одному из двух процессов — механической варке или химической варке.Механическое измельчение включает измельчение древесины до отдельных целлюлозных волокон путем прижатия окоренных бревен к вращающемуся камню для получения пульпы.
Камень опрыскивается водой для удаления волокон из целлюлозного камня, однако приводит к небольшому удалению лигнина (неволокнистого компонента древесины), который связывает волокна вместе и снижает качество бумаги, однако механическое изготовление целлюлозы требует низких затрат и обеспечивает более высокую производительность .
Химическая варка целлюлозы включает в себя «варку» древесной щепы для превращения сырья в отдельные волокна целлюлозы.Существует два типа химической варки, сульфитная и сульфатная, и оба приводят к лучшему разделению и уменьшению лигнина для производства бумаги более высокого качества.
Наиболее популярным из двух процессов является сульфатный, который включает использование щелочных растворов для разложения древесины и добавление сульфата натрия для повышения прочности целлюлозы — это процесс, от которого происходит Kraft, поскольку это шведское слово означает «прочность».
В обоих этих процессах крафт-бумага либо используется тут же и, как упоминалось ранее, имеет темно-коричневый цвет, либо отбеливается во время процесса варки, чтобы получить белую крафт-бумагу.
Однако в настоящее время большая часть бумажной продукции, производимой, в частности, для коробок, производится из переработанных отходов. Они бывают разных форм, в том числе:
Чип — лайнеры для стружки изготавливаются из переработанного волокна и обычно не имеют размер и более низкое качество, они ограничиваются центральными вкладышами в двустенной плите и внутренними лайнерами.
Полухимическая канавка — изготовлена из твердой древесины с включением до 35% отходов и другого бумажного волокна
Среда для канавок на основе отходов — 100% материалов на основе отходов, химически усиленных крахмалом
Флютинг
Рифленый картон — это волнистый кусок картона, зажатый между вкладышами и придающий коробке прочность и защиту от ударов и повреждений.Для создания эффекта рифления рулоны бумаги загружают в машину для гофрированных валков. Этот процесс применяется с 18 века и первоначально использовался для добавления оборок на рубашки и шляпы!
Совсем недавно была представлена флейта R; это альтернатива доске с канавками B, с такими же характеристиками, но уменьшенной толщиной для снижения затрат на цепочку поставок и экономии места для пользователей. R-канавка также называется M или S-канавкой и включает такие преимущества, как улучшение качества печати на 30%, на 30% больше ящиков на поддоне и примерно на 30% меньше выбросов CO2 за счет экономии места на грузовике.
Конечно, эти канавки описывают только одностенные коробки — когда вы видите коробку с надписью «BC Flute» или «AB Flute», это когда указана картонная коробка с двойными стенками, первая буква — это рифление верхнего слоя картона. а вторая буква — нижний слой.
Производство
Теперь, когда мы определили ключевые элементы, необходимые для создания гофрированного картона, все, что нужно сделать, — это склеить их все вместе! После того, как бумага прошла через устройство для гофрирования, в котором горячий пар распыляется на бумагу, чтобы позволить ей прижаться, другой валик приклеивает одну сторону канавки.
Затем машина приклеивает две подкладки к доске; Затем картон разрезают с каждой стороны дисковой пилой, чтобы у доски были прямые стороны. Затем машина для гофрирования разрезает картон до девяти раз, в зависимости от размера коробки; это определяется руководством FEFCO.
Руководство FEFCO (Европейская федерация производителей гофрированного картона) — это библия гофрокартона, в котором описывается каждый стиль, который вы можете себе представить — с несколькими категориями, включая 01 категорию для коммерческих рулонов и листов, 02 для коробок с прорезями, использующих один кусок склеенного материала. доска, 03 для коробок типа телескопа, состоящих из более чем одной части (обычно это конструкция дна и крышки), 04 для коробок типа папок, подобных книжным почтовым ящикам, и 05, 06, 07, 08 и 09, которые состоят из более сложных стилей.
доска, 03 для коробок типа телескопа, состоящих из более чем одной части (обычно это конструкция дна и крышки), 04 для коробок типа папок, подобных книжным почтовым ящикам, и 05, 06, 07, 08 и 09, которые состоят из более сложных стилей.
Руководство FEFCO — это почти любой стиль коробки, который вы только можете пожелать; все, что нужно сделать для вас, — это размеры и, если необходимо добавить дополнительные клапаны — конечно, в Kite наши технологи по упаковке полностью знакомы с руководством и могут выбрать несколько стилей, которые, по их мнению, будут эффективно работать для вас.
После того, как доски были разрезаны, гофроагрегат разделяет доски на слои и укладывает их в стопки, готовые к подаче в триммер.Работа триммера состоит в том, чтобы точно вырезать наиболее «неудобные» аспекты дизайна доски, такие как ручки и откидные створки; у него есть острые и резиновые лезвия, чтобы не разрезать линии, которые необходимо надрезать. Более старый процесс, который до сих пор используется для небольших тиражей, заключается в использовании высекального пресса, когда рисунок наносится на большой «штамп» и вырезается из доски.
Гибочная машина затем сгибает коробки по линиям с надрезом, и на места, которые собираются вместе, наносится клей или стежки, образуя коробку.Клей является наиболее распространенным клеем, используемым для ящиков, и он гораздо более гигиеничен, что важно для таких отраслей, как пищевая, также можно использовать сшивание, как и скобки для консервных банок, но это более дорогие варианты и в основном используются только для тяжелых ящиков, которым требуется более жесткий клей. После того, как склеивание было нанесено, другая машина складывает секции, чтобы скрепить их вместе, и плоские коробки складываются в стопки для отправки клиентам и дистрибьюторам, таким как мы!
Наконец, обрезки бумаги перерабатываются и используются для производства большего количества коробок и другой бумажной продукции. Многие гофроагрегаты теперь производят коробки наиболее экологически чистым способом, чтобы гарантировать, что их процессы являются углеродно-нейтральными.
Простой продукт, сложный процесс. Ознакомьтесь с инфографикой ниже, в которой подробно описан жизненный цикл производства коробки.
Ознакомьтесь с инфографикой ниже, в которой подробно описан жизненный цикл производства коробки.
Что такое картонная упаковка? (с иллюстрациями)
Картонная упаковка — один из наиболее распространенных типов упаковки продуктов, и возможности ее использования ограничены только воображением. Все, от самых простых продуктов до самых дорогих, часто бывает защищено картоном.Помимо преимуществ, которые он предлагает потребителям, этот тип упаковки также может оказывать положительное влияние на окружающую среду.
Картонные коробки экологически чистые. Трудно переоценить преимущества использования картонной упаковки.Материал легкий, его можно изготавливать быстро и дешево. Часто это делается на местном или региональном уровне, обеспечивая хорошо оплачиваемую работу и помогая местной экономике. Фактически, целые компании существуют с единственной целью — поставлять производителям картонные коробки, контейнеры и другие виды продукции.
Часто это делается на местном или региональном уровне, обеспечивая хорошо оплачиваемую работу и помогая местной экономике. Фактически, целые компании существуют с единственной целью — поставлять производителям картонные коробки, контейнеры и другие виды продукции.
Картонная упаковка также стала популярной в последние годы. Некоторые потребители, разочарованные трудностями использования пластиковой пузырчатой пленки, требовали изменений. Компании начинают прислушиваться, а некоторые используют картон, когда это возможно.
Картонные коробки.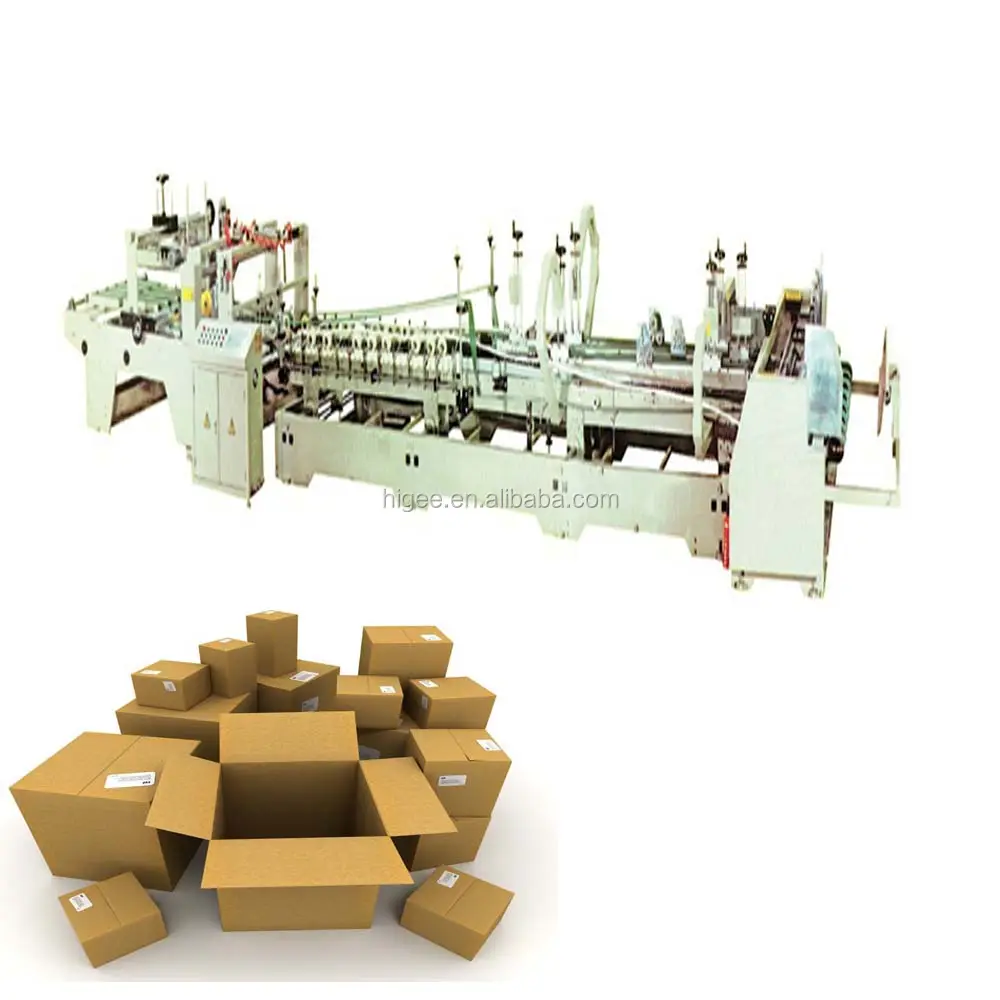
Практически во всех ящиках некоторые потребительские товары поставляются в картонной упаковке. Например, большинство телевизоров упакованы в картонные контейнеры, что является первой линией защиты. Хотя телевизоры могут иметь и другие типы защиты внутри упаковки, картонная коробка играет жизненно важную роль в этой системе защиты.
Пустая картонная коробка.Эта упаковка также используется для различных продуктов. Молоко различных размеров часто поставляется в картонных контейнерах, покрытых специальным веществом, устойчивым к жидкостям. Кроме того, картон используют для хранения различных галантерейных товаров в продуктовом магазине.
Для тех, кто переезжает, картонные коробки часто являются предпочтительным материалом для защиты своих ценностей.![]() Даже люди, которые планируют хранить материалы в течение длительного периода времени, часто используют картон, поскольку он обеспечивает защиту от непогоды и целостность вещей. Кроме того, те, кто использует этот материал по таким причинам, часто используют коробки в качестве вторичного использования, сокращая расходы на покупку большего количества материалов.
Даже люди, которые планируют хранить материалы в течение длительного периода времени, часто используют картон, поскольку он обеспечивает защиту от непогоды и целостность вещей. Кроме того, те, кто использует этот материал по таким причинам, часто используют коробки в качестве вторичного использования, сокращая расходы на покупку большего количества материалов.
Помимо преимуществ, которые картонная упаковка предоставляет потребителям, она также может быть лучше для окружающей среды, особенно по сравнению с упаковкой.Это натуральный продукт, который поддается биологическому разложению и переработке. Тот факт, что материал можно использовать повторно, дает еще одно преимущество для окружающей среды, сокращая количество сырья, необходимого для новой упаковки.
Лента часто используется для закрепления картонных упаковок перед отправкой.
Комментариев нет