Производство наждачной бумаги: Оборудование для производства наждачной бумаги купить в Harbin
Наждачная бумага: этапы изготовления (часть 1)
Какие этапы проходит наждачная бумага при изготовлении? Об этом в нашем новом цикле статей!
Содержание статьи
Маркировка
Первый этап при изготовлении любого наждачного изделия – печать маркировки на оборотной стороне. На ней указаны зернистость и тип бумаги. Как видно на фото, их печатают на больших рулонах. Правда, иногда эти маркировки могут перекрываться другими деталями, например, липучками для установления на шлифмашины.
Интересный факт: в 1994 году компания «Али Индастриз» начала выпускать промышленный станок для производства наждачной бумаги. Его ласково называли «Создатель». Печать маркировки – одна из основных операций, выполняемых «Создателем». Первая наждачная бумага, вышедшая в 1997 году из-под этого станка, – это партия гранатовой бумаги зернистостью 320.
А теперь о следующих этапах создания наждачной бумаги.
Наждачная бумага без абразива – это нонсенс
Абразив, который наносится на наждачную бумагу, высыпается из мешков в специальную производственную ёмкость. Эти мешки на производство поставляются заранее.
В различных видах наждачной бумаги используют разный абразив. Например, для многих видов ручной шлифовки используют наждачную бумагу с абразивом из граната или оксида алюминия. А вот для шлифмашин изготавливают наждачную бумагу с абразивом из оксида циркония. По сути, это тот же самый материал, что и фианит, из которого делают искусственные бриллианты.
Удивительно, но в ёмкости абразив ощущается гораздо более гладким, чем на бумаге. На фото, например, изображён абразив для изготовления бумаги с зернистостью 120. Но на ощупь он кажется буквально шелковистым.
Читайте также: Как выбрать наждачную бумагу
Затем наждачная бумага покрывается смолой
Чтобы зафиксировать абразив на бумаге, на неё сперва необходимо нанести смолу. Для этого бумагу пропускают через чан со смолой, как на фото.
Для этого бумагу пропускают через чан со смолой, как на фото.
Существует несколько видов смол, используемых при изготовлении наждачной бумаги. Основные из них:
- карбамидная смола, которую чаще применяют в наждачной бумаге для ручной шлифовки
- фенольная смола
Следите за обновлениями на нашем сайте! И вы не пропустите следующие статьи, в которых мы расскажем об остальных этапах производства наждачной бумаги!
Статья переведена и доработана с сайта thesprucecrafts.com
Автор статьи: Александра
Изучаю инженерное проектирование, механику, архитектуру и дизайн. Люблю создавать вещи своими руками
Наждачная бумага: виды зернистости
Наждачка есть в каждом доме, и практически каждый человек хоть раз в жизни пользовался таким материалом, сделанным из абразива. Наждачная бумага и виды зернистости отличается, поэтому потребители применяют ее для решения разных задач. К основным предназначениям наждачки относятся обработка поверхности, с которой убираются заусеницы, дефекты, шлифуется внутренняя или внешняя сторона изделия.
Наждачная бумага и виды зернистости отличается, поэтому потребители применяют ее для решения разных задач. К основным предназначениям наждачки относятся обработка поверхности, с которой убираются заусеницы, дефекты, шлифуется внутренняя или внешняя сторона изделия.
Особенности изготовления
Технология производства наждачной бумаги простая. Суть состоит в том, чтобы абразивное зерно нанести на бумажную основу и закрепить его там с помощью специального клея или смолы. На основе абразивной бумаги и изготавливают различные абразивные инструменты, в основе которых лежит наждачка.
Существуют следующие этапы производства наждачной бумаги:
- Сначала берут материал, который будет служить основой для изделия, и пропитывают его латексом или полимерами.
- Разогревают клей до +30-50 градусов.
- Наносят клей на основу для наждачки.
- Берут абразивный порошок нужной фракции, насыпают на бумагу или ткань.
- Помещают материал в печь, чтобы высушить. Температура выставляется, исходя из того, какой зернистости применялся абразивный порошок, каким был тип клея, основа.


Подобным способом обычно создают наждачку в домашних условиях, на производстве технологии позволяют получить более качественную продукцию. Для самостоятельного изготовления достаточно придерживаться указанной последовательности действий, чтобы получить наждачную бумагу невысокого качества. В качестве основы применяют плотный картон или ткань, на которые наносят растолченные песок или стекло. Иногда их заменяет крошка, полученная с абразивного круга.
Основа изделия
Изготавливается на основе следующих материалов:
- Бумажная. Встречается в большинстве наждачно-абразивных изделиях. Чтобы повысить уровень прочности и стойкость к разрыву, изгибы полотна обрабатывают смолами или полимерными материалами. Это значительно повышает стойкость к влаге. На бумагу наносят мелкое абразивное зерно.
- Тканевая основа. Отличается стойкостью к истиранию, износу, обладает высоким уровнем эластичности, влагостойкостью. Применяют для интенсивной работы с материалами, которые нужно отшлифовать.
- Комбинированная основа, которая состоит из бумаги и ткани. Материал является двухслойным, что придает изделию прочность, плотность, стойкость. Наносят крупное абразивное зерно.
- Губчатая основа. Используют для насадок, которые предназначены для выполнения ручной и механической работы. Отлично пропускает мелкие частицы, в том числе пыль, что позволяет применять ее длительное время на производстве и на дачном участке.
В каких формах выпускается наждачка
И в промышленных, и в домашних условиях делать наждачную бумагу можно в таких формах, как:
- Листовая — отличается высокой жесткостью, листы сложно изгибать в разные стороны. Складируют листовую наждачку стопками.
- Рулонная — характерна компактность, невысокая фракция зернистости, размер рулонов меньше, чем у листовой формы наждачной бумаги.
- Сеточная (абразивная сетка) — это особое разреженное полотно, на которое крепится зерно. Благодаря этому шлифовка будет отличаться высоким качеством, мелкие частицы будут проходить через сетку, не забиваться в поры. Такой метод работы с наждачной бумагой называется шлифовкой без пыли.
- Круговая (абразивный круг) — вырезается в виде насадки, которая одевается на механические устройства или инструменты. Для абразивного круга характерна мелкозернистость, что позволяет очищать любой металл от налетов, ржавчины, старого покрытия.
- Наждачная бумага, которая имеет разную зернистость. Производится в виде насадки, которая надевается на электрические инструменты. На них насадка крепится липучкой или продевается в отверстия.
- Лентовая (шлифовальная лента) — заправляют в станки или машины, которые применяются для циклевочных работ.

Особенности маркировки
Наждачка отличается не только по форме, но и по обозначению, которая называется маркировкой. Она характеризуется следующими параметрами:
Она характеризуется следующими параметрами:
- Концентрацией абразивного порошка в материале.
- Фракцией материала.
Существует два стандарта маркировки наждачки — международный и отечественный. Международная маркировка обозначается латинскими буквами ISO, которые ставятся на обороте изделия. Отечественный стандарт также пишется сзади— ГОСТ 3647-80, и обозначает, сколько зерен того или иного размера приходится на 1 единицу. В отечественном ГОСТе значения плотности и крупности абразивных зерен уменьшается, а в новом — номер наждачки возрастает со степенью уменьшения значения в маркировке.
Цифры и буквы наносятся разными цветами, которые должны раскрывать информацию о выбранном изделии. Цветовая маркировка используется все реже, но вид зернистости, плотность, водостойкость обозначаются в обязательном порядке. Наносится и маркировка, помогающая потребителям выбрать бумагу для конкретного типа работ. Ниже представлены обозначения международного и отечественного стандарта, которые пишут производители на обратной стороне наждачки:
- Буква Л — листовая форма выпуска (рулонную наждачку вообще не обозначают буквами).
- Буква М — обозначение водостойкости.
- Буква П — ставят на наждачке, которую выпускают для шлифовки сухих изделий. Никакого контакта с водой не должно быть.
- Цифра 1 — абразивное зерно подходит только для шлифовки мягких поверхностей, а 2 — для жестких.

Зернистость: виды и расшифровка
Абразивное зерно, которое наносится на основу, изготавливается как из синтетических, так и природных материалов. Самым популярным веществом является гранит, который считается абразивом природного происхождения. Хорошо подходит для работы с древесиной. Применяется и карбид кремния, подходящий для обработки металла, пластика, стекловолокна.
Отличным абразивом является керамика, которая отличается высокой прочностью и твердостью. Окись алюминия, из которого часто делают наждачку, служит долго, делая поверхности гладкими. Дорогим, но при этом самым прочным материалом является алмаз. Используется в промышленности, практически не изнашивается.
Зернистость наждачной бумаги расшифровывается так:
- Крупная. По стандарту обозначается цифрами от 12 до 80. Подходит для черновой обработки различных поверхностей, снятия лака, ржавчины. После такой бумаги на поверхности остаются глубокие царапины, которые убираются при дальнейшей работе.
- Средняя, которая маркируется цифрами от 80 до 160. Подходит для обработки древесины и крупных царапин.
- Мелкая. Обозначается цифрами 160-1400 единиц, применяется для окончательной обработки поверхности.
 По стандарту обозначается цифрами от 12 до 80. Подходит для черновой обработки различных поверхностей, снятия лака, ржавчины. После такой бумаги на поверхности остаются глубокие царапины, которые убираются при дальнейшей работе.
По стандарту обозначается цифрами от 12 до 80. Подходит для черновой обработки различных поверхностей, снятия лака, ржавчины. После такой бумаги на поверхности остаются глубокие царапины, которые убираются при дальнейшей работе.Зернистость в международном ГОСТе обозначается буквой Р, а после нее ставят цифры фракции. В частности, Р400 — это наждачка-«нулевка», Р2500 — наждачная бумага имеет очень мелкую фракцию.
В отечественном стандарте зернистость обозначается буквой Н, которая ставится после цифр. Например, 10-Н — это абразивное зерно ячейкой 100 мкм. Чем меньше цифра после буквы Н, тем меньше размер ячейки.
Выбирая наждачную бумагу, стоит учитывать, для каких работ изделие будет применяться. Внимание потребитель должен обращать на материал основы, абразивного зерна, маркировку.![]() Если планируется комплекс работ, то в специализированных магазинах приобретать нужно крупно-, средне- и мелкозернистую наждачку.
Если планируется комплекс работ, то в специализированных магазинах приобретать нужно крупно-, средне- и мелкозернистую наждачку.
основа, виды зернистости, таблица маркировки
Трудно назвать вид изделий домашней мастерской, изготовление которых обходилось бы без недорогой малозаметной, но весьма важной вещи — наждачной бумаги.
Столярные и слесарные работы, ремонт и художественное творчество-везде нужны небольшие шершавые квадратики, круги или кольца на бумажной или тканевой основе.
Что такое наждачная бумага
Наждачная бумага, которую также называют наждачка или шкурка — представляет собой лист гибкого материала, на который нанесена и приклеена абразивная крошка.
Применяется в самых различных отраслях производства и быта для выравнивания, очистки и шлифования поверхностей изделий из разных материалов — от металла и дерева до пластмасс и кожи.
Изготовление
Изготовление такой, казалось бы, простой вещи, как полоска бумаги с абразивной обсыпкой, представляет собой достаточно сложный технологический процесс и требует соответствующего оборудования и подготовки работников. На первом этапе на ленте основы печатают характеристики будущей наждачки с таким расчетом, чтобы они повторялись через расстояние, равное ширине ленты.
Далее проводят пропитку ленты компонентами для придания ей водостойкости. На следующем агрегате на поверхность основы наносят клей. Далее на слой связующего материала наносят предварительно просеянную и откалиброванную абразивную крошку. Следующий этап — сушка в печи, там клеевая масса, реагируя на температуру, запекается и прочно присоединяет абразив к основе. Далее проходит нанесение закрепляющего слоя и финальная просушка.
Аппарат для нарезки бумаги на прямоугольные листы
Последняя операция — нарезка готовой ленты на прямоугольные листы или листы другой формы для изготовления абразивных лент, их склейка, сушка и упаковка.
Форма выпуска
Абразивная бумага выпускается в рулонах для производственных нужд и нарезанная на прямоугольные листы — для бытовых применений. Кроме того, для эксцентриковых шлифовальных машин выпускают шлифовальную бумагу в форме круга, а для ленточных шлифовальных машин — наждачку в форме кольца.
Различные формы выпуска наждачки
Выпускают также обычную и водостойкую шлифовальную шкурку. Водостойкая применяется для удаления старой краски и выпускается на тканевой основе с соответствующей пропиткой.
Маркировка наждачной бумаги
Для разных видов работ выпускают сильно различающиеся по своим свойствам и стоимости марки абразивной бумаги. Чтобы выбрать подходящую марку и не переплатить, стоит разобраться в ее маркировке.
Существуют две основные системы маркировки наждачной бумаги — европейская и по ГОСТ. В ГОСТе использовался принцип уменьшения значений по мере уменьшения размера зерна, и самая мелкая шкурка называлась «нулевка».
 youtube.com/embed/3uo0UTsVf5Y?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/3uo0UTsVf5Y?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
В европейской же системе, наоборот, самому мелкому зерну соответствуют большие значения — от P2500 до P1200, а крупнозернистая шкурка будет иметь индексы P36 или P22.
Таблица маркировки
Кроме того, важна маркировка по типу засыпки. Сплошная засыпка применяется в бытовом, ручном использовании, а засыпка плотностью около 50% поверхности больше подходит для промышленного применения и использования в шлифовальных машинах.
Влияние материала основы на зернистость
Прочность и износостойкость материала основы определяют максимальный размер зерна, совместимый с ней. Тканевая основа является наиболее прочной, износостойкой и влагостойкой. На ней делают крупнозернистую наждачку и ленты для шлифовальных машин.
Бумажная основа, несмотря на пропитку, обладает низкой прочностью и быстрее изнашивается, поэтому она подходит лишь для средне и мелкозернистого абразива
Разновидности наждачки по методу изготовления
Существуют различные методы нанесения абразивного порошка на основу. Самые распространение из них — это механический и электростатический.
Самые распространение из них — это механический и электростатический.
Купершлак (абразивный порошок)
При механическом методе нанесения частицы абразива свободно падают на смазанную клеем основу, а излишки порошка удаляются и подлежат повторному использованию. Этот метод чаше используют для производства наждачки большой зернистости.
Электростатический метод нанесения абразивного порошка
В случае электростатического метода частицы абразива и лента основы подвергаются электризации с противоположной полярностью. По законам физики разноименные заряды притягиваются, и частицы абразивного порошка прилипают к основе.
Применение наждачной бумаги в зависимости от ее зернистости
В зависимости от зернистости для работы по дереву применяют следующие виды наждачной бумаги:
- Крупная. Имеет индекс зернистости 12-80 и используется для грубой обработки, удаления остатков старых лакокрасочных покрытий и въевшихся загрязнений. Крупные зерна оставляют на материале заметные следы, на следующем этапе потребуется доработка мелкозернистой бумагой.
- Средняя. Индекс зернистости от 80 до 160. Используется для выравнивания поверхности после черновой обработки.
- Мелкая. Индекс зернистости — от160 до 1400. Используется для чистовой обработки, шлифовки и полировки поверхности.
 Крупные зерна оставляют на материале заметные следы, на следующем этапе потребуется доработка мелкозернистой бумагой.
Крупные зерна оставляют на материале заметные следы, на следующем этапе потребуется доработка мелкозернистой бумагой.Виды абразива для наждачной бумаги
В качестве абразивного порошка для наждачной бумаги применяется:
Гранат – зерна естественного происхождения, относительно мягкие, применяются для мелкой наждачной бумаги и лучше всего подходят для шлифовки дерева.
- Карбид кремния
- Гранатовый абразивный песок
Карбид кремния весьма прочное вещество. Применяется чаше для прочных и стойких к истиранию поверхностей, таких, как металлические, пластмассовые, стекловолоконные.
Керамический абразив для наждачки
Керамический абразив характеризуется повышенной твердостью и используется для снятия тонкого слоя дерева и выравнивания деревянных поверхностей. Подходит для изготовления лент для шлифмашин.
Окись алюминия
Окись алюминия имеет повышенную хрупкость и одновременно высокую адгезию к основе. Зерна во время работы ломаются, их кусочки выкрашиваются, что способствует образованию новых острых граней на зернах и повышает срок службы ленты.
Советы по применению наждачки в зависимости от зернистости
В зависимости от зернистости наждачной бумаги можно посоветовать следующее ее применение в различных отраслях деятельности:
- Строительные и отделочные работы. Выравнивание поверхностей стен и потолков от потеков шпатлевки и следов от шпателя. Удаление прежнего лакокрасочного покрытия перед новой покраской. Среднее и мелкое зерно.
- Авторемонт — подготовительные работы по кузовным элементам перед их окраской. Весь диапазон зернистости — от крупной до самой мелкой.
- Работы по дереву — выравнивание граней, шлифовка пред нанесением краски или лака.
- Изготовление и починка с мебели средняя и мелкая.
 Среднее и мелкое зерно.
Среднее и мелкое зерно.
Кроме прямого назначения, домашние умельцы приспособили шкурку к таким задачам, как:
- Очистка загрязнений в швах кафельной плитки сложенным пополам листом — среднее зерно.
- Заточка иголок — мелкое зерно.
- Выравнивание поверхности разделочной доски от следов ножей и тесаков. Крупное и среднее зерно.
- Обновление вытертых мест на замшевых изделиях — самое мелкое зерно.
Материалы основы наждачной шкурки
Как упоминалось в разделе о производстве наждачной бумаги, в качестве основы применяется бумага, ткань и фибра.
Бумажная основа
Это самый дешевый, но и самый непрочный и быстроизнашивающийся материал. На бумажной основе выполняются все мелкозернистые и часть среднезернистых наждачек.
Наждачка на бумажной основе
Тканевая основа
Наждачная бумага на тканевой основе получается более износостойкая и более прочная.
Тканевая основа
Тканевая основа также обеспечивает большую гибкость, что делает ткань незаменимой основой для изготовления кольцевых лент для шлифовальных машин.
Основа из фибры
Эта основа изготавливается из целлюлозы, пропитываемой хлоридом цинка. После высыхания и формовки образуется твердая и прочная нетканая основа для фибровых абразивных дисков. Фибровая основа сильно поглощает влагу, поэтому на ее основе изготавливают только неводостойкую шкурку.
Классификация наждачной бумаги
По величине зерна наждачная бумага делится на два больших класса мелкозернистая, начинающаяся от наждачной бумаги-нулевки и крупнозернистая.
Крупнозернистая бумага
Крупнозернистая наждачная бумага служит для грубого выравнивания поверхностей и даже снятия с них тонкого слоя материала с целью доведения до нужного размера.
Крупнозернистая наждачка
Еще одно назначение крупнозернистой шкурки — удаление старых лакокрасочных покрытий, ржавчины и других твердых загрязнений.
Мелкозернистая шкурка
Мелкозернистая шкурка
Мелкозернистая наждачная бумага предназначена для повышения качества поверхности, удаления шероховатостей, окончательной шлифовки и подготовки ее к дальнейшей обработке и нанесению различных покрытий.
Производство шлифовальной шкурки
В производстве шлифовальной шкурки используются различные методы и материалы.
Клеевые составы
В качестве связующего слоя, в зависимости от зернистости и назначения, применяют различные связующие материалы.
Параметры клеевого слоя во многом определяют такие характеристики готового продукта, как эластичность, прочность и водостойкость
Формальдегидные смолы
К наиболее широко используемым относятся различные формальдегидные смолы – они обеспечивают высокую прочность, эластичность и влагостойкость.
Клеевая масса на основе натурального мездрового клея недорога, но не обладает водостойкостью.
Особенности использования материала
В процессе шлифовки поверхностей происходит последовательная смена зернистости от более крупных к более мелким зернам. Рекомендуется при каждой смене шкурки повышать значение индекса зернистости не более чем на сто единиц. Это позволит качественно зашлифовать грубые следы от предыдущей бумаги и в то же время не затормозить всю работу.
Водостойкая наждачная бумага
При переходе к влажной шлифовке следует выбирать водостойкие марки наждачной бумаги на тканевой основе с индексом от 400 до 800.
Следует помнить, что срок хранения шкурки обычно не превышает двух лет, после чего основа может потерять эластичность, а абразив — частично начать осыпаться. Проверить качество бумаги можно несложным тестом: если наждачную бумагу на водной основе сложить пополам, то годная сложится, а просроченная сломается на месте сгиба.
Для тканевой основы применяют тест на разрыв: если надорвать просроченную шкурку, то она рвется с характерным треском.

Чистка и шлифовка
После сборки деревянного изделия его поверхность требуется выровнять и зашлифовать. Обработке подлежат торцевые спилы, места выборки пазов рубанком, следы столярного клея, места, где откололись небольшие щепки, торчащие волокна в местах продольного распила или распила под углом.
При подготовке поверхности для обработки морильными жидкостями или покрытия лаком для шлифовки потребуется применение самой мелкой шкурки. Рекомендуется также подвергнуть шлифовке мелкозернистыми марками и фанерные изделия, несмотря на кажущуюся ровность их поверхности. Мельчайшие неровности, невидимые глазом, после лакировки приобретут рельеф и отличную видимость.
Цикля ее правка и работа ею
Некоторые мастера после шлифовки деревянной поверхности проводят чистовую обработку циклей – остро заточенным прямоугольным металлическим ножом кромкой, заточенной под углом 90 градусов.
Циклей проводят по направлению волокон древесины, держа ее под тупым углом к поверхности.
Острение цикли
Во время работы, особенно с плотными сортами древесины, цикля довольно быстро тупится. Для ее заточки используют специальные бруски 20*60 миллиметров, в которых циклю и зажимают в тисках. Напильником проводят попеременно от себя и к себе, затачивая циклю под нужным углом.
Важно обеспечить правильный поперечный профиль цикли — середина должна плавно возвышаться над краями приблизительно на полмиллиметра.
Заточить циклю модно и на оселке — этот способ требует отработанного навыка, твердой руки и хорошего глазомера.
Наждачная бумага или шлифовальная шкурка
Еще до появления шлифовальных машин и шлифовальных станков старые мастера вручную шлифовали поверхность наждачной (шлифовальной) бумагой. И хотя процесс ручного шлифования занимал много времени — работа получалась отменной. Секреты шлифовального мастерства передавались из поколения в поколение. Зачастую, наждачная бумага изготавливалась самими мастерами, что сильно тормозило работу. Массовое серийное производство наждачной бумаги первыми освоили и применили на фирме Klingspor. В дальнейшем шло совершенствование производства наждачки, испытывались различные типы основы, виды абразивного зерна и дополнительные компоненты.
И хотя процесс ручного шлифования занимал много времени — работа получалась отменной. Секреты шлифовального мастерства передавались из поколения в поколение. Зачастую, наждачная бумага изготавливалась самими мастерами, что сильно тормозило работу. Массовое серийное производство наждачной бумаги первыми освоили и применили на фирме Klingspor. В дальнейшем шло совершенствование производства наждачки, испытывались различные типы основы, виды абразивного зерна и дополнительные компоненты.
Современное производство наждачной (шлифовальной) бумаги освоено многими производителями абразивных материалов и инструментов. С помощью специальных машин абразивное зерно наносится на бумажную или тканевую основу под воздействием электростатического поля, что позволяет «выставить» шлифовальное зерно перпендикулярно основе и заливается специальными клеевыми составами и дополнительной связкой. В дальнейшем на не рабочую сторону наждачной бумаги наносится маркировка. Прежде чем поступить в продажу наждачная бумага проходит несколько циклов обработки.
В быту термин наждачная бумага имеет несколько синонимов — шлифовальная шкурка, абразивная ткань, обиходные: шлифшкурка, наждачка. Если не в даваться в подробности, то все эти названия обозначают абразивное изделие на основе. Хотя ради различия есть смысл разделить хотя бы условно эти понятия. Наждачная бумага – абразивное изделие на бумажной основе. Шлифовальная шкурка – абразивное изделие на тканевой основе. Действительно наждачная шлифовальная бумага как и шлифовальная шкурка является исходным материалом для производства абразивных инструментов на основе.
Наждачная бумага – маркировка
Как и все абразивные инструменты наждачная (шлифовальная) бумага и шлифовальная шкурка имеют маркировку. Взяв в руки рулон из шлифовальной бумаги или абразивной ткани любого производителя не всегда можно однозначно сказать, что кроется за буквами и цифрами наименования продукта. Т.к. наждачная бумага и шлифовальная шкурка сами по себе не являются инструментами опасными для применения, то законодательство не предусматривает строгих правил маркировки. Каждый производитель имеет свое видение и маркирует наждачную бумагу своей буквенной кодировкой, можно увидеть логотип производителя. Самым же важным для потребителя параметром маркировки наждачной шлифовальной бумаги и ткани является обозначение размера абразивного зерна. В европейской классификации размер абразивного зерна обозначен латинской буквой Р или K с рядом стоящей цифрой. В России классификация и размер абразивного зерна определяется ГОСТ. На Абразив.рф представлена переводная таблица для определения соответствия размера абразивного по FEPA и ГОСТ. Так вот размер абразивного зерна должен соответствовать указанному размеру в маркировке абразивного изделия. Размер зерна наждачной бумаги и шлифовальной шкурки по FEPA предлагается в продаже в пределах от P16 до P3000. Чем выше цифра, тем мельче абразивное зерно и тем обработанная поверхность будет более гладкой.
Каждый производитель имеет свое видение и маркирует наждачную бумагу своей буквенной кодировкой, можно увидеть логотип производителя. Самым же важным для потребителя параметром маркировки наждачной шлифовальной бумаги и ткани является обозначение размера абразивного зерна. В европейской классификации размер абразивного зерна обозначен латинской буквой Р или K с рядом стоящей цифрой. В России классификация и размер абразивного зерна определяется ГОСТ. На Абразив.рф представлена переводная таблица для определения соответствия размера абразивного по FEPA и ГОСТ. Так вот размер абразивного зерна должен соответствовать указанному размеру в маркировке абразивного изделия. Размер зерна наждачной бумаги и шлифовальной шкурки по FEPA предлагается в продаже в пределах от P16 до P3000. Чем выше цифра, тем мельче абразивное зерно и тем обработанная поверхность будет более гладкой.
Применение наждачной бумаги и шлифовальной шкурки при ручном шлифовании.
При ручном шлифовании для ряда материалов, таких как древесина и металл, использование наждачной бумаги и шлифовальной шкурки не является критическим. Однако некоторые материалы, как например лак требуют к себе повышенного внимания. В мебельной промышленности и автомобильных мастерских при выборе шлифовальной бумаги подходят с особой щепетильностью. Цена ошибки очень высока. Справедливости ради надо отметить, что все виды наждачной бумаги и шлифовальной шкурки с микро размером абразивного зерна изготавливаются на бумажной основе с зерном карбид кремния. Именно карбид кремния является наиболее подходящим для обработки лакированной поверхности. Наждачная (шлифовальная) бумага с карбидом кремния применяется в лабораторных исследованиях, т.к. карбид кремни не вызывает погрешности в газоанализаторе и другом лабораторном оборудовании. Этот вид наждачной бумаги является водостойким. Абразивные изделия с карбидом кремния подходят для ручного шлифования изделий из нержавеющей стали, титана и стекла. Для ручного шлифования металла и древесины наибольшее распространение имеет наждачная бумага и шлифовальная шкурка с зерном оксид алюминия. Собираясь купить наждачную бумагу или шлифовальную шкурку желательно знать тип обрабатываемой поверхности, требуемое значение шероховатости.
Однако некоторые материалы, как например лак требуют к себе повышенного внимания. В мебельной промышленности и автомобильных мастерских при выборе шлифовальной бумаги подходят с особой щепетильностью. Цена ошибки очень высока. Справедливости ради надо отметить, что все виды наждачной бумаги и шлифовальной шкурки с микро размером абразивного зерна изготавливаются на бумажной основе с зерном карбид кремния. Именно карбид кремния является наиболее подходящим для обработки лакированной поверхности. Наждачная (шлифовальная) бумага с карбидом кремния применяется в лабораторных исследованиях, т.к. карбид кремни не вызывает погрешности в газоанализаторе и другом лабораторном оборудовании. Этот вид наждачной бумаги является водостойким. Абразивные изделия с карбидом кремния подходят для ручного шлифования изделий из нержавеющей стали, титана и стекла. Для ручного шлифования металла и древесины наибольшее распространение имеет наждачная бумага и шлифовальная шкурка с зерном оксид алюминия. Собираясь купить наждачную бумагу или шлифовальную шкурку желательно знать тип обрабатываемой поверхности, требуемое значение шероховатости. И конечно, лучше покупать абразивные материалы и инструменты известных производителей, где контроль качества и престиж марки превыше всего.
И конечно, лучше покупать абразивные материалы и инструменты известных производителей, где контроль качества и престиж марки превыше всего.
Виды наждачной бумаги, ее маркировка и производство. Как определить зерно наждачной бумаги. Импортная и отечественная маркировка Наждачка номера и обозначение зерна
Разобравшись в технологии производства наждачной бумаги, вы без труда сможете подобрать нужный лист. Условно её делят на три группы: крупнозернистая, среднезернистая и близкая к нулёвке для финишной обработки. Есть и другие тонкости, не учитывая которых, можно испортить материал или абразив.
Выбираем зернистость. От снятия старой краски до шлифовки стеклянных изделий
На обратной стороне наждачной бумаги нарисована маркировка, но в зависимости от производителя и года она может отличаться. Покупать её лучше, осматривая лично, а не доверять неопытным людям или заказывая в интернете. Если же такой возможности нет, опирайтесь на сочетание показателей, а не на цифры.![]() Так как одна и та же зернистость может обозначаться тремя разными маркировками: P 800-21,8, 400-23 и J 700-21. В таблице мы укажем все варианты.
Так как одна и та же зернистость может обозначаться тремя разными маркировками: P 800-21,8, 400-23 и J 700-21. В таблице мы укажем все варианты.
Таблица № 1. Маркировка зернистости
| СССР | Современная маркировка | Назначение | ||||
| ГОСТ-3647-80 | Размер, мкм | Образивные материалы не на гибкой основе | Размер, мкм | Образивные материалы на гибкой основе | Размер, мк | |
| F 4 | 4890 | Грубая зачистка швов или снятие старого покрытия | ||||
| F 5 | 4125 | |||||
| F 6 | 3460 | |||||
| F 7 | 2900 | |||||
| 200 | 2500/2000 | F 8 | 2460 | |||
| F10 | 2085 | |||||
| 160 | 2000/1600 | F12 | 1765 | P 12 | 1815 | |
| 125 | 1600/1250 | F 14 | 1470 | |||
| 100 | 1250/1000 | F 16 | 1230 | P 16 | 1324 | |
| F 20 | 1040 | P 20 | 1000 | |||
| 80 | 1000/800 | F 22 | 885 | |||
| 63 | 800/630 | F 24 | 745 | P 24 (24) | 764 (708) | Выравнивание поверхности |
| 50 | 630/500 | F 30 | 625 | P 30 (30) | 642 (632) | |
| F 36 | 525 | P 36 (36) | 538 (530) | |||
| 40 | 500/400 | F 40 | 438 | P 40 (40) | 425 (425) | |
| 32 | 400/315 | F 46 | 370 | |||
| 25 | 315/250 | F 54 | 310 | 60 | 265 | |
| F 60 | 260 | P 60 | 269 | |||
| 20 | 250/200 | F 70 | 218 | P 80 | 201 | |
| 16 | 200/160 | F 80 | 185 | P 100 (80) | 162 (190) | |
| 12 | 160/125 | F 90 | 154 | Грубая шлифовка поверхности, убирающая царапины | ||
| F 100 | 129 | P120 (120) | 125 (115) | |||
| 10 | 125/100 | F 120 | 109 | P 150 (150) | 100 (92) | |
| 8 | 100/80 | F 150 | 82 | P 180 (180) | 82 (82) | |
| 6 | 80/63 (80-63) | F 180 | 69 | P 220 (220) | 68 (68) | |
| 5 М63 | 63/50 (63-50) | F 220 | 58 | P240 (240) | 58,5 (58,5) | |
| F 230 | 53 | P 280 (J 280) | 52,2 (52) | |||
| 50/40 (50-40) | F 240 | 44,5 | P 320 (J 320) | 46,2 (46) | ||
| P 360 (J 360) | 40,5 (40) | |||||
| M 40 | 40/28 (40-28) | F 280 | 36,5 | P 400 (320 или J 400) | 35 (36 или 34) | Удаление следов грубой шлифовки, заточка металла для клинка |
| F 320 | 29,2 | P 500 (360 J 500) | 30,2 (28) | |||
| М 28 | 28/20 (28-20) | F 360 | 22,8 | P 600 (J600) | 25,8 (24) | |
| P 800 (400 J 700) | 21,8 (23 21) | |||||
| M 20 | 20/14 (20-14) | F 400 | 17,3 | P 1000 (500 J 800) | 18,3 (20 18) | |
| P 1200 (600 J 1000) | 15,3 (16 15,5) | |||||
| M 14 | 14/10 (14-10) | F 500 | 12,8 | P 1500 (800, J 1200) | 12,6 (12,6, 13) | Финишная шлифовка изделий до идеального состояния, обработка лезвия после заточки |
| P 2000 (1000, J 1500) | 10,3 (10,3, 10,5) | |||||
| M 7 | 10/7 (10-7) | F 600 | 9,3 | P 2500 | 8,4 | |
| M 5 | 7/5 (7-5) | F 800 | 6,5 | 1200 (J 2000) | 5,5 (6,7) | |
| J 2500 | 5,5 | |||||
| M 3 | 5/3 (5-3) | F 1000 | 4,5 | J 3000 | 4 | |
| 3/2 (3-2) | F 1200 | 3 | J 4000 | 3 | ||
| 2/1 (2-1) | F 1500 | 2 | J 6000 | 2 | ||
| F 2000 | 1,2 | J 8000 | 1,2 | |||
| 1/0,5 (1-0,5) | ||||||
| 0,5/0,1 (0,5-0,3) | ||||||
| 0,3/0,1 (0,3-0,1) | ||||||
| 0,1 и | ||||||
Во всех ситуациях выбирайте не менее трёх вариаций и начинайте с большей зернистости, а заканчивайте наиболее мелкой.
Варианты обработки по материалу:
- стекло, пластик и камень — используют мокрый метод шлифовки, поэтому выбирайте листы на влагостойкой основе. Если есть сколы — начинайте с 3 тыс. мкм, при лёгких царапинах с 1500 мкм. Далее переходите на 1 тыс. или 600 мкм и завершайте 100 или 30 мкм. Для наведения глянца используется паста ГОИ. На объективах, линзах или экранах более щадящие составы;
- деревянные и гипсовые поверхности — лучше выбрать более мелкие фракции, чтобы не оставлять глубокие царапины. Начинать можно с 1 тыс. мкм и заканчивать от 30 и ниже;
- железо — шлифуется разными размерами, в зависимости от задач. Для придания нужной формы, берут самые грубые фракции от 4890 микрон и заканчивают нулёвками. Как правило, используют 4-5 промежуточных вариантов. Крупные абразивы для мягких металлов как золото и олово использовать нельзя;
- поверхность, окрашенная водоэмульсионной краской — завершайте шлифовку наждачной бумагой с фракцией близкой к нулю. Иначе она проявит все мелкие царапины.
 Иначе она проявит все мелкие царапины.
Иначе она проявит все мелкие царапины.Будьте осторожны и не перепутайте тип и микроны. Если маркировка показывает от F4 до F22 — это грубая наждачная бумага, но зернистость её измеряется только в микронах и равна от 4890 до 885 мкм. При выборе лучше называть размер зерна, 1 мкм = 0,001 мм.
Плюсы и минусы различных основ
Некоторые основы не подходят для использования во влажной среде, другие эластичны и хорошо огибают завитушки, есть особо прочная основа или, наоборот, мягкая на тонкой бумаге и недорогая.
Наиболее часто встречающиеся основы:
- бумажные — недорогие, не растягиваются и бывают всех видов зернистости, но они недостаточно прочные. Может быть водостойкой, но по этим свойствам уступает тканевой;
- тканевые — эластичность их главный плюс и минус. С одной стороны, основа легко принимает форму любого изделия, с другой — абразив крошится при сильном растягивании. Прочная и влагостойкая, но дорогая;
- фибровые — чаще изготавливают для дисков, но незаменимы при обработке камня. Её используют для очень твёрдых материалов;
- комбинированные — слои ткани и бумаги склеиваются между собой и на основу наносят абразив. Обладает преимуществами бумажной и тканевой, но имеет высокую цену.
 Её используют для очень твёрдых материалов;
Её используют для очень твёрдых материалов;У основы также имеется своя маркировка, которую можно увидеть на артикуле или обратной стороне. Значения можно посмотреть в таблице.
Таблица № 2. Маркировка основ
Типы и способы нанесения абразива
При выборе обращайте внимание на тип нанесения, одни из них больше подойдут для изделий с хрупкой поверхностью, другие для шлифовки жёсткого материала.
Таблица № 3. Маркировка типа нанесения
| Маркировка | Тип нанесения |
| 1 | Открытое нанесение |
| 3 | Стеаратовое покрытие |
| 4 | Закрытый тип нанесения |
Покрытие по способу нанесения:
- путём открытой насыпки — покрыто 60% площади. Благодаря пустотам подходит для крошащего материала, через них высыпается стружка и гипс. Такая шкурка реже засоряется;
- закрытой насыпки — абразив закрывает полотно на 100%. Выбирают для обработки металла, так как при использовании на мягкой поверхности он быстро забивается;
- механический способ — менее равномерное нанесение из-за использования силы земного притяжения. Частички падают разными сторонами;
- с помощью электростатики — создаются наиболее «острые» наждачные слои. Воздействие на каждую частичку электростатическим полем переворачивает их остриём в одну сторону.
 Благодаря пустотам подходит для крошащего материала, через них высыпается стружка и гипс. Такая шкурка реже засоряется;
Благодаря пустотам подходит для крошащего материала, через них высыпается стружка и гипс. Такая шкурка реже засоряется;Абразив наклеивается на поверхность смолами и клеем. Некоторые из них обладают водостойкими или антистатическими свойствами.
У каждого абразива свои задачи
Мягкий абразив не поможет при обработке стекла или камня, а сильно жёсткий проделает глубокие борозды на пластике или шпаклёвке. Обычно для грубого снятия слоя или придания формы используют наиболее острые материалы, а для выравнивания и придания гладкости — мягкие.
Чаще всего можно встретить такие материалы:
- алмаз — самый прочный и острый материал, но дорогой;
- гранат — жёстче, чем окись алюминия, но быстрее снашивается. Чаще используют для древесины;
- кварц — известен как «стеклянная шкурка» из-за частого применения для оптики и керамики;
- окись алюминия (наждак) — при сильном трении обновляется за счёт сколов, которые образуют новые грани;
- карбид кремния — наиболее острый и доступный по цене, заменяет по свойствам алмазную крошку. Используют для металла, керамики и снятия краски;
- электрокорунд — от окиси алюминия отличается большей прочностью, так как сплавляется титаном, алюминием или хромом.
Если невозможно определить материал внешне, ориентируйтесь на буквенную маркировку.
Таблица № 4. Маркировка абразива
Самодельные листы для шлифовки по старинным рецептам
Первая наждачная бумага появилась не в 1833 году, а тысячелетия назад. Жители прибрежных районов использовали кожу акулы или варили клей на чешуе рыб. Далее, они намазывали им куски кожи или ткани и посыпали её песком. Мастера, живущие далеко от берега, добывали клей из костей и жил животных или применяли смолу деревьев.
Жители прибрежных районов использовали кожу акулы или варили клей на чешуе рыб. Далее, они намазывали им куски кожи или ткани и посыпали её песком. Мастера, живущие далеко от берега, добывали клей из костей и жил животных или применяли смолу деревьев.
Чтобы изменить воздействие на обрабатываемую поверхность, мастера делали несколько вариантов полотна. На некоторых листах была крошка из драгоценных камней, на других песок, а на третьих молотые ракушки или семена растений. Для обработки крупных камней или предметов создавали металлические пластины, на раскалённую поверхность которых наносили абразив.
Современные листы выпускают с однотипной маркировкой, принятой во всём мире. Доставшаяся по наследству или приобретённая на строительном рынке старая наждачная бумага может сильно отличаться от принятых стандартов, поэтому лучше ориентируйтесь на внешний вид, это поможет избежать ошибок.
- Что такое наждачка
- Изготовление
- Форма выпуска
- Маркировка
- Расшифровка зернистости
- Другие обозначения
- Основа
- Виды зернистости по материалу
- Применение
- Как выбрать?
Наждачка, она же шкурка шлифовальная – это названия наждачной бумаги, столярного абразива, аналогов которому на сегодняшний день нет. Материал используют в разных отраслях промышленности и жизни от строительной площадки до художественной мастерской. Наждачное полотно предназначено для ручной и машинной обработки деревянных, пластиковых, керамических и металлических поверхностей при производстве различных изделий для улучшения сцепления элементов при склейке или для подготовки поверхности к покраске.
Материал используют в разных отраслях промышленности и жизни от строительной площадки до художественной мастерской. Наждачное полотно предназначено для ручной и машинной обработки деревянных, пластиковых, керамических и металлических поверхностей при производстве различных изделий для улучшения сцепления элементов при склейке или для подготовки поверхности к покраске.
Что такое наждачка
Шлифовальная бумага – это комбинированный материал, который составляют:
Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
Этапы производства:
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…50 0 С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь . Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок .
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги — мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
 Этот метод работы называется «шлифовка без пыли».
Этот метод работы называется «шлифовка без пыли».Маркировка
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия
. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
Эту информацию также отражают в маркировке изделия.
- Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
- Буквой «М» обозначается водостойкая наждачная бумага.
- Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
- «1» – абразив для мягких поверхностей, «2» – для жестких.
Чтобы подобрать наждак для определенного вида работ, следует учитывать не только основную классификацию, но и приведенную информацию, которая содержится на обороте листа.
Основа
Абразивная бумага может быть изготовлена на разных материалах:
В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.
Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
Применение
- Наждачная бумага для дерева в столярном деле необходима при подготовке поверхности к покраске или лакировке.
- В строительстве наждачкой зачищают наплывы на штукатурке и шпатлевке, волокна древесины перед использованием. Также шкурка помогает избавиться от подтеков краски.
- Ремонт автомобилей: зачистка старой краски, подготовка поверхности к шпатлеванию, матирование глянца.
- При производстве и ремонте мебели и во многих других отраслях промышленности.
 Также шкурка помогает избавиться от подтеков краски.
Также шкурка помогает избавиться от подтеков краски.Как выбрать?
При выборе следует обращать внимание не только на стоимость, но и на характеристики изделия.
Или шкурка – это абразивный инструмент, применяемый повсеместно, от мелких бытовых ремонтов до крупных цехов и ремонтных мастерских. Данный материал применяется для устранения неровностей поверхностей различной конфигурации, шлифовки, устранения заусенцев, коррозии и множества других целей.
Основным методом классификации наждачной бумаги является зернистость или величина её абразивных частичек. Она же является и основным указателем для применения шкурки при проведении тех или иных работ.
Показатель зернистости
Основной показатель, который учитывается при выборе – это номер бумаги соответствующий её абразивности. В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
- Крупная. Маркируется цифрами от 12 до 80. В основном применяется для черновой обработки дерева, металла и других материалов, а также для снятия лака, краски и ржавчины. При обработке оставляет глубокие борозды и требует дальнейшей обработки менее крупной шкуркой.
- Средняя. Показатель абразивности в пределах от 80 до 160. В основном применяется для обработки деревянных деталей, доводки поверхностей после черновой обработки.
- Мелкая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финишной обработки поверхностей, шлифовки и полировки.
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в соответствии с планируемыми работами.
Прочие характеристики абразива
Сам абразивный материал, наносимый на основу шкурки, бывает разным. Для него используются различные природные и синтетические материалы, от физических свойств которых во многом зависит сфера применения материала. Приведём основные виды:
- Карбид кремния. Широко используемый материал, применяется при производстве работ с лакокрасочными материалами, металлом, пластиком, стекловолокном.
- Гранат. Природный материал, в основном используется для работы с деревом. Шкурка с данным видом абразива мягкая и эластичная, удобна в обработке неровностей и деталей со сложной конфигурацией поверхности.
- Керамический абразив. Высокотвердый материал, часто используется при формировке изделий.
- Окись алюминия. Стойкий абразив, ценится из-за длительности эксплуатации. Важным качеством данного типа бумаги является образование новых режущих граней при истирании старого слоя.
ГОСТ
Маркировка и шероховатость наждачной бумаги регламентируется отечественными и зарубежными стандартами. Сегодня существует три стандарта – советский, российский и международный. В советском ГОСТ 3647-80 маркировка определяется количеством зерен на квадратный дюйм. На новые изделия наносится маркировка в соответствии с ISO 6344, которому соответствует российский ГОСТ 52318-2005.
Сегодня существует три стандарта – советский, российский и международный. В советском ГОСТ 3647-80 маркировка определяется количеством зерен на квадратный дюйм. На новые изделия наносится маркировка в соответствии с ISO 6344, которому соответствует российский ГОСТ 52318-2005.
Разобраться в соответствии старого и нового госта поможет приведенная ниже таблица зернистости шкурки.
Как видим, основная разница заключается в направлении движения номеров в маркировке. В старом госте значения крупности зерен и их плотности уменьшаются. В международной классификации номер шкурки увеличивается при уменьшении размера зерен.
Наиболее востребована шлифовальная бумага в тех случаях, когда идет работа с древесным материалом. Так как древесина имеет шершавую поверхность, то для ее удаления мастера практически всегда используют именно такую вещь, как наждак. Что же это такое? Наждачная бумага или шлифшкурка — это основное предназначение которого заключается в придании идеальной гладкости практически любой поверхности.
Наждак с бумажной основой
Довольно много. Однако наибольшее распространение получили лишь некоторые из них. Самыми используемыми оказались наждаки на бумажной или тканевой основе.
Если говорить о бумажной основе этой вещи, то она чаще всего характеризуется довольно высокой плотностью материала. Это очень важный параметр, так как именно он будет определять, какие механические повреждения сможет выдержать бумага. Для того чтобы увеличить срок службы и диапазон использования, иногда шлифовальная бумага может быть сделана на водостойкой основе.
Преимущества этого типа материала:
- низкая стоимость материала, особенно если сравнивать с дополнительными шлифовальными насадками, которые продаются на дрель;
- используя такой тип наждачки, можно не переживать, что в процессе работы произойдет удлинение основы;
- на поверхность шлифовальной бумаги с бумажным основанием можно нанести напыления с наименьшей абразивностью во время ее производства.
Однако есть и минусы, к которым можно отнести слабую стойкость к износу, а также низкую прочность, свойственную бумаге.
Тканевая основа
Для производства шлифовальной бумаги с такой основой чаще всего используется хлопок, который предварительно обрабатывается специальной смолой. Именно из-за такого способа производства тканевый наждак отличается повышенной стойкостью к воде, улучшенной гибкостью, а также характеризуется довольно высокой прочностью.
К недостаткам такой шлифовальной шкурки можно отнести то, что хлопок имеет свойство удлиняться в процессе эксплуатации. Второй недостаток — это более высокая стоимость в сравнении с другими основами, так как сам по себе хлопок стоит дороже, кроме того, для производства необходима и специальная смола.
Стоит добавить, что в специализированных магазинах в настоящее время продают комбинированные шлифовальные шкурки. У такого наждака в основе лежат склеенные между собой бумажные и тканевые материалы.
Виды наждака по способу нанесения зерна
Наждачная бумага отличается между собой не только основанием, но и типом шлифовального зерна, которое использовалось при создании.
- Первый тип — это бумага, имеющая открытую насыпку. В процессе производства этого вида бумаги распыление зерна осуществляется таким образом, чтобы покрыть до 60% всей площади шкурки. К преимуществам этого класса можно отнести то, что во время эксплуатации она не будет забиваться мусором из-за наличия больших просветов между зернами абразива. Чаще всего такой тип наждака используется для обработки древесных покрытий или поверхностей со средней плотностью.
- Второй тип — это закрытая насыпка. Данный тип бумаги предполагает, что вся основа шкурки покрывается плотным слоем зерна при производстве. Использование этого класса наждака отлично подходит для обработки твердых поверхностей, однако пользоваться ей нужно аккуратно, поскольку забивается она очень быстро.
Абразивное зерно для наждачки
На сегодняшний день для производства такой бумаги или насадок на дрель используется разное абразивное зерно. По этому признаку можно выделить 4 разных типа материала:
- Керамический абразив . Этот тип абразива относится к наиболее твердым, а потому используется он для грубой обработки древесного материала. Выпускается он в виде специальных лент.
- Карбид кремния . Этот тип зерна отличается невысокими показателями прочности, а также средней стойкостью к износу. Область применения этого материала — шлифовка кузовного металла, стекловолокна и т. д.
- Окись алюминия . Этот тип принадлежит к очень хрупким, так как при механическом воздействии очень быстро ломается. Однако этот недостаток может служить и преимуществом, так как при поломке будут образовываться новые грани для шлифовки, а значит наждак можно использовать гораздо дольше.
- Гранат . Чаще всего бумага с таким абразивным элементом используется для обработки разных пород дерева. Этот вид абразива считается одним из самых мягких, а потому его стойкость к износу очень мала. Для того чтобы работать с ним, необходимо иметь много терпения, поскольку процесс шлифовки такой бумагой очень трудоемкий.
 Этот тип абразива относится к наиболее твердым, а потому используется он для грубой обработки древесного материала. Выпускается он в виде специальных лент.
Этот тип абразива относится к наиболее твердым, а потому используется он для грубой обработки древесного материала. Выпускается он в виде специальных лент.
Маркировка шлифовальной бумаги
Обозначение шлифовальной шкурки регламентируется ГОСТом. В этом документе в качестве основного параметра указывается зернистость, которая обозначается буквой Р, а пределами этого параметра являются числа от 12 до 2500. Важно понимать, что чем больше указанное число, тем меньше размер зерна на бумаге. Также стоит отметить, что в некоторых бывших советских республиках используется ГОСТ СССР. В таком случае на маркировке будет указано число 20-Н. В этом случае важно знать, что указываются десятки микрон шлифовки. Если необходимо указать простое количество микрон, то маркировка будет выглядеть примерно так: М20. Примерная классификация видов шлифшкурки выглядит так:
- для наиболее грубой обработки материала используют наждак типа Р22, Р24, Р36 80-Н, 63-Н, 50-Н;
- для просто грубой обработки поверхности применяется шлифовка с маркировкой Р40, Р46, Р60 40-Н, 32-Н, 25-Н;
- для того чтобы осуществить первичную шлифовку нужной поверхности, используется бумага марки 20-Н, 16-Н, 12-Н, 10-Н;
- для того чтобы завершить шлифовку материала и придать ему идеальную гладкость, необходимо использовать наждачку марки Р150, Р180 8-Н, 6-Н.

Размер шлифовальной бумаги
Размеры шлифшкурки определяются в зависимости от ее зернистости. Наждак с показателем зернистости в 50, имеет ширину в 720, 750, 800, 850, 900, 1000. Измеряется этот показатель в миллиметрах. Бумага с такими параметрами ширины и зернистостью выпускается рулонами длиной в 30 метров. Стоит отметить, что с Р50 и шириной 1250 мм, длина рулона сокращается до 20 метров. Для шлифовальной бумаги ГОСТ 6456-82 определяет все типовые размеры, правила производства и приемки.
Производство
Технология производства этого изделия заключается в способе нанесения абразива на основу. Для осуществления этой операции существует несколько методов. Это может быть механический способ нанесения или же вариант с применением электрического поля. Каждый производитель шлифовальной бумаги сам выбирает, каким методом наносить абразив. Также стоит отметить, что важным фактором при производстве будет выступать и выбор связующих элементов. Они могут быть различной марки или типа. Также от вида связки будет зависеть прочность и режим работы шлифовальной шкурки.
Также от вида связки будет зависеть прочность и режим работы шлифовальной шкурки.
Данный абразив в быту более известен как шкурка. То, что наждачная бумага может использоваться для поверхностной обработки различных материалов – от пластиков и древесины до металлов – знают все. Но на вопрос, в чем специфика применения в зависимости от маркировки наждачной бумаги, не многие смогут ответить правильно.
У тех, кто хочет более детально ознакомиться с техническими условиями на наждачную бумагу, определенные сложности вызывает поиск соответствующего стандарта. Существует несколько ГОСТ – № 6456 от 1982 года (для бумажной шкурки), № 5009, датированный этим же годом (для наждачки на бумажной же и тканевой основе) и № 52381 от 2005 г (касается зернистости продукции). Нередко встречаются ссылки и на еще советский стандарт – № 3647 от 1980 года.
- Российский ГОСТ (в маркировке наждачной бумаги присутствует литера Р) полностью соответствует зарубежным нормативам, которые прописаны в стандарте ISO 6344 (общепринятый).
- Некоторые производители ближнего зарубежья ориентируются еще на ГОСТ времен СССР – в маркировке литера Н или М (для шкурки с мелкими зернами).
- В некоторых странах есть собственные стандарты, и наждачная бумага имеет свою маркировку. Как пример – Япония, США, Канада, КНР.

Далее, чтобы не повторяться, автор будет указывать маркировку бумаги, в зависимости от ее назначения, и в российской, и советской (в скобках) символике. Больших отличий в определении «зернистости» шкурки, и, соответственно, специфике ее использования нет, а более детальное рассмотрение всех особенностей разновидностей продукции представляет интерес разве что для профильного специалиста. В плане бытового применения они никакой роли не играют.
Маркировка наждачной бумаги и сфера применения
Крупнозернистая наждачная бумага
- Р22 – 36 (Н50 – 80) – для первичной (предварительной) обработки деталей. К примеру, снятие слоя ржавчины, удаление накипи и тому подобное. Следовательно, назначение – подготовка к дальнейшей работе с материалом.
- Р40 – 60 (Н25 – 40). Наждачная бумага с подобной маркировкой применяется для грубой обработки поверхностей – зачистке, выравнивания, снятия загрязнения на отдельных участках и так далее.
- Р80 – 120 (Н10 – 20). Назначение – точная обработка. Ее чаще именуют предварительной шлифовкой. В ряде случаев этого достаточно для нанесения какого-либо покрытия или оклейки поверхности.
- Р150 – 180 (Н6 – 8). Такая наждачная бумага применяется для окончательного выравнивания (шлифовки), когда предельной точности не требуется.
 Следовательно, назначение – подготовка к дальнейшей работе с материалом.
Следовательно, назначение – подготовка к дальнейшей работе с материалом.Шкурка мелкозернистая шлифовочная
- Р240 – 280 (М63, Н5) – металлы и твердая древесина.
- Р1000 (Н1, М20) – пластики, керамика, мягкие металлы.
Полировочная
- Р400 – 600 (Н2 – 3, М28 – 40). Основное назначение – подготовка поверхности к нанесению лаков или красок.
- Р1200 – 2500 (М5 – 14, Н0 – 00 – 01). Такую наждачную бумагу называют «бархатной». Предназначена для самых деликатных операций, когда требуется «довести» деталь после всех предыдущих обработок.
 Предназначена для самых деликатных операций, когда требуется «довести» деталь после всех предыдущих обработок.
Предназначена для самых деликатных операций, когда требуется «довести» деталь после всех предыдущих обработок.Как уже отмечено, шкурка имеет разную основу. В чем разница?
Наждачка бумажная
Плюсы:
- В процессе использования не «тянется».
- На такую основу можно наносить самое мелкое зерно. Наждачка тканевая «для полировки» практически не встречается.
- Низкая стоимость.
Минусы:
- Недостаточная прочность, следовательно, недолговечность. Основное предназначение – для обработки материалов вручную.
- Повышенное поглощение влаги. Используется для зачистки, шлифовки только сухих поверхностей.
Наждачка тканевая
Плюсы:
- Прочность на разрыв в сочетании с некоторой эластичностью. Основное назначение данной продукции – обработка деталей механическим способом, например с помощью .
- Минимальное влагопоглощение.
Минус:
- Цена выше, чем на бумажные аналоги.

Все виды наждачной бумаги различаются по плотности насыпки зерен. Данная особенность также определяет основное назначение шкурки.
- Сплошная засыпка – для работы с твердыми образцами (металлы, плотная древесина, эбонит и так далее).
- Открытая (полуоткрытая) – для зачистки, шлифовки относительно мягких материалов, имеющих пористую структуру. Также используется при обработке поверхностей, на которых ранее наносилась шпаклевка, краска, а также древесины хвойных пород, пластмасс и в ряде других случаев.
При необходимости произвести финишную шлифовку детали (доводку до товарного вида) вместо мелкозернистой наждачной бумаги целесообразно использовать обычную, грубую. Как вариант, оберточную. Эффект тот же самый.
Особую осторожность необходимо соблюдать при зачистке медных контактных групп. Например, ламелей коллекторов электродвигателей. В этом случае используется только «стеклянная» шкурка. Все остальные разновидности наждачной бумаги повышают износ угольных щеток, так как оставляют на поверхности меди мельчайшие фракции абразива (пыль).
Дополнительную информацию о продукции, в том числе, ее назначении, можно найти на оборотной стороне образца. Литеры проставляются самые разные, но наиболее встречающиеся стоит указать.
- М, Л1 (или 2) – наждачка влагоустойчивая.
- 1 – для пористых (мягких) материалов.
- 2 – для шлифовки деталей из твердых сплавов, металлов или плотной древесины.
- П – только для сухих поверхностей (повышенное впитывание влаги).
- Л – наждачка листовая. У рулонной шкурки обозначения нет.
При выборе наждачной бумаги по маркировке нужно учитывать местную специфику – материал детали, степень ее загрязнения (ржавления), влажность, была ли предварительная обработка (например, краской) и ряд других нюансов. Только в этом случае можно сделать рациональное приобретение.
Абразивы. Наждачная бумага
Шлифовальная шкурка. (шлифовальная бумага, наждачная бумага, наждачка) — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесенным на нее слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
Шлифовальная шкурка
История
Первое упоминание о наждачной бумаге относится к 13-му веку, когда в Китае она изготовлялась из размолотых раковин, семян и песка насеянных на пергамент с помощью натурального клея. У некоторых народов в качестве наждачной бумаги использовалась кожа акулы.
Считается, что изобретателем современной шлифовальной бумаги является Джон Оукей (John Oakey) (1813 г. — 10 января 1887 г.) — английский изобретатель и основатель компании «Джон Оукей и сыновья», производителя наждачной бумаги и других шлифовальных материалов.
Будучи подмастерьем в мастерской по изготовлению музыкальных инструментов, он начал изготавливать свою первую продукцию, приклеивая песок и размолотое стекло на бумагу. Усовершенствовав технологию для массового производства, он в 1833 г.основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где, на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Усовершенствовав технологию для массового производства, он в 1833 г.основал бизнес в Валворте (Лондон), а затем перенес его на Вестминстер Бридж Роуд, где, на месте бывшего приюта построил фабрику, здание которой в те годы называлось Веллингтон Миллс (Wellington Mills). До настоящего времени не сохранилось.
Оукей последовательно разработал бумагу для сухого и влажного шлифования и целый ряд шлифовальных материалов, включая средства для полирования обуви, средства для чистки посуды, полироль для мебели, и средство для полирования ножей (запатентованное Wellington Knife Polish).
Абразивы, применяемые для производства наждачной бумаги
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд
Самый широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния
Получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
Гранат
Довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая бумага быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем бумага с другим абразивом.
Алмаз, Эльбор
Алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства наждачной бумаги применяются редко.
Классификация шлифовальной бумаги по показателю зернистости
Зернистость — важнейшая характеристика наждачной бумаги. В зависимости от назначения наждачной бумаги (грубая предварительная обработка, шлифовка, полировка) размер зерна может колебаться от 1 мм и более (наиболее грубые работы) до 3-5 мкм (самая тонкая полировка). В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381-2005). По этому стандарту зернистость наждачной бумаги обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм). На территории бывшего СССР также до сих пор применяются обозначения старого, еще советского ГОСТа 3647-80, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется -Н (например 10-Н, 5-Н). Для самой мелкой наждачной бумаги цифра обозначает размер зерна в микронах, перед ней ставится цифра М (сокращение от микро) (например М40, такую наждачку часто называют «нулёвка»). В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
В мире наиболее распространен стандарт FEPA, он же ISO 6344, тот же стандарт в 2005 принят и в России (ГОСТ Р 52381-2005). По этому стандарту зернистость наждачной бумаги обозначается буквой P и числом от 12 до 2500 (например, P40, P180), причем чем выше число тем меньше размер зерна (число обозначает число проволок сита на дюйм). На территории бывшего СССР также до сих пор применяются обозначения старого, еще советского ГОСТа 3647-80, по которому цифра обозначает минимальный размер зерна в десятках микрон, после чего добавляется -Н (например 10-Н, 5-Н). Для самой мелкой наждачной бумаги цифра обозначает размер зерна в микронах, перед ней ставится цифра М (сокращение от микро) (например М40, такую наждачку часто называют «нулёвка»). В некоторых странах встречается и другая маркировка, например ANSI (American National Standards Institute) — США, Канада, JIS (Japanese Industrial Standard) — Япония, GB2478 — Китай.
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по ISO-6344 | Размер зерна, мкм | |
|---|---|---|---|---|
| Крупнозернистые | ||||
| Очень грубые работы | 80-Н | P22 | 800-1000 | |
| 63-Н | P24 | 630-800 | ||
| 50-Н | P36 | 500-630 | ||
| Грубые работы | ||||
| 40-Н | P40 | 400-500 | ||
| 32-Н | P46 | 315-400 | ||
| 25-Н | P60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | 200-250 | |
| 16-Н | P90 | 160-200 | ||
| 12-Н | P100 | 125-160 | ||
| 10-Н | P120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | 80-100 | |
| 6-Н | P180 | 63-80 | ||
| Мелкозернистые | ||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н,М63 | P240 | 50-63 | |
| 4-Н,М50 | P280 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40\Н-3 | P400 | 28-40 | |
| М28\Н-2 | P600 | 20-28 | ||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20\Н-1 | P1000 | 14-20 | |
| Еще более тонкая шлифовка, полировка | М14 | P1200 | 10-14 | |
| М10/Н-0 | P1500 | 7-10 | ||
| М7\Н-01 | P2000 | 5-7 | ||
| М5\Н-00 | P2500 | 3-5 | ||

Маркировка по ГОСТу. Наносится на оборотную сторону краской
Наносится на оборотную сторону краской
| Л1Э620×50П215А25-НМА ГОСТ 6456-82 622 |
|---|
где:
- Л — листовая
- для рулонной букву не ставят
- 1 — тип бумаги. Варианты:
- 1 — для шлифования материалов низкой твёрдости
- 2 — для шлифования металлов
- Э — абразив нанесён электростатическим способом
- 620×50 — размер, ширина, мм х длина, мм. Варианты:
- размер, ширина, мм х длина, мм для листов
- размер, ширина, мм х длина, м для рулонов
- П2 — основание — бумага 0-200. Варианты:
- Л1, Л2, М — влагопрочная бумага
- П1,… П11 — невлагопрочная бумага
- С1, С1Г, С2Г, У1, У2, У1Г, У2Г — ткань саржа
- П — ткань полудвунитка
- 15А — марка нормального электрокорунда. Варианты:
- 25 — размер основной фракции абразива, мкм. Вариант:
- М63 … М3 — микрошлифпорошки, размер в мкм
- -Н — содержание основной фракции абразива. Варианты:
- В — ≥ 60 %
- П — ≥ 55 %
- Н — ≥ 45 %
- Д — ≥ 41 %
- М — абразив приклеен мездровым клеем. Варианты:
- А — показатель износостойкости по классу (наличие дефектов). Варианты:
- А — ≤ 0,5 %
- Б — ≤ 2 %
- В — ≤ 3 %
- ГОСТ 6456-82 — стандарт. Варианты:
- ГОСТ 13344-79 — водостойкая тканевая
- ГОСТ 6456-82 — неводостойкая
- 622 — заводской номер партии (иногда отсутствует)
 Вариант:
Вариант:
Маркировка
Абразивы на бумажной основе
Бумага для основы должна быть очень прочной, чтобы выдерживать механические воздействия. Ее классифицируют в зависимости от плотности (г/м2) и маркируют цветными буквами. Принята такая классификация (согласно FEPA).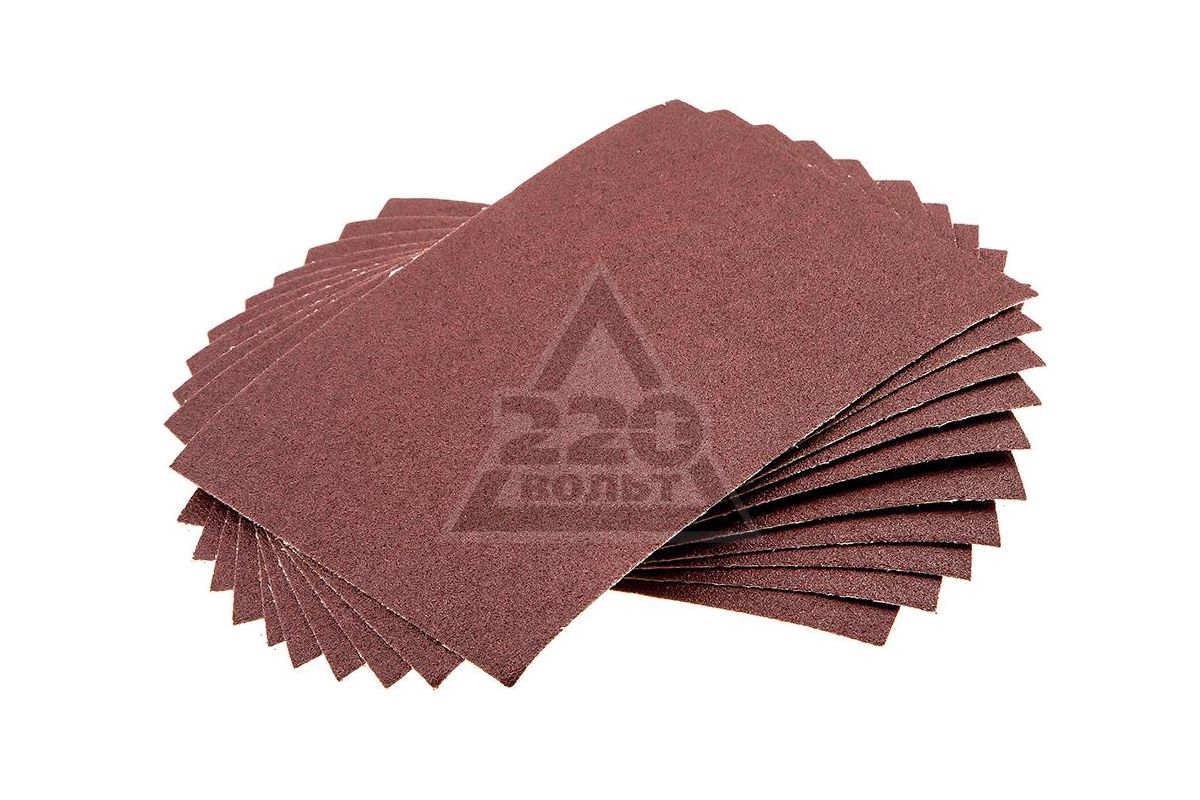
Бумага может быть как водостойкой, так и обычной. Обращайте внимание на маркировку производителя. Водостойкость шлифовальной бумаги также определяется типом связующего.
Преимущества бумажной основы:
— низкая стоимость;
— не происходит удлинения основы при работе;
— поверхность позволяет наносить самые мелкие фракции шлифматериала.
Недостатки:
— невысокая прочность и износостойкость;
— неводостойкость (водостойкая бумажная основа используется, как правило, только при ручной обработке).
Абразивы на тканевой основе
Чаще всего в качестве основы для абразивных материалов используют хлопок и полиэстер. Ткани пропитываются полиэфирной смолой для придания им большей прочности и водостойкости. Основными характеристиками тканей являются эластичность и прочность на разрыв.
Ткань класса J применяется для чистового шлифования края и профиля. Ткань Х обычно используется для грязной тяжелой работы. Ткани типов W и Y применяют, когда требуется повышенная прочность ленты — при промышленном шлифовании панелей. Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Выбирая ленту на тканевой основе, брать всегда нужно тип настолько жесткий, насколько это позволяют операция шлифования и форма обрабатываемой поверхности. Жесткость основы чаще всего напрямую коррелирует со сроком службы ленты.
Преимущества тканевой основы:
— высокая прочность и износостойкость;
— водостойкость.
Недостатки:
— относительно высокая стоимость;
— удлинение при работе (зависит от типа ткани и характера обработки).
Для производства некоторых абразивных материалов используются комбинированные основы (ткань, склеенная с бумагой) с различными свойствами.
Фибровая основа — специальный вид основы, предназначенный для изготовления фибровых дисков. Фибру получают путем обработки целлюлозы хлористым цинком, в результате получается абсолютно новый, твердый и плотный продукт. Основа неводостойкая, активно впитывает влагу.
Классификация шлифовальной бумаги по типу нанесения абразива (насыпке).
Открытая и полуоткрытая насыпка: зерна покрывают от 40 до 60 % поверхности основы. Такая бумага подходит для обработки рыхлых, мягких материалов — мягкие, смолистые породы дерева, шпатлеванные поверхности и пр. Открытый тип засыпки исключает забивание промежутков между зернами отходами шлифования и образование комков на абразивной поверхности.
Закрытая или сплошная насыпка: зерна абразива покрывают поверхность основы полностью. Шлифовальные материалы со сплошной засыпкой более эффективны при шлифовании твердых материалов (металлы, твердые породы дерева).
Технология производства наждачной бумаги. Нанесение абразива
В производстве наждачной бумаги применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, острием вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и ее водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определенные свойства, как например антистатические или антизасаливающие.
В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определенные свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих: — фенолоформальдегидные и карбамидоформальдегидные смолы — на основе лака — на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения
- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя ее на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
 Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.

качество ручной работы с контролем нажима сочетается с увеличением производительности труда
- В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Шлифовальные губки
Основой для губок является вспененный полиуретан. Используются они для ручного шлифования поверхностей сложной формы, с углублениями, пазами, округлых деталей. Жесткие грани губки отлично шлифуют внутренние углы. Лучше всего подходят для шлифовки изделий из дерева, МДФ. Грубо- и среднезернистыми губками готовят поверхности под грунтовку. Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
Губками тонкой зернистости шлифуют грунты, используют для промежуточной шлифовки лакированных поверхностей.
По виду нанесения абразивного материала губки могут быть односторонними, двусторонними и четырехсторонними.
По сравнению с шлифовальной бумагой губка более долговечна, поскольку ее можно промыть от продуктов шлифования и использовать снова.
Абразивная сетка
Представляет собой сетку из стекловолокна с абразивом, нанесенным с обеих сторон. В качестве абразива чаще всего используется карбид кремния.
На обратной стороне сетки и на упаковке указана зернистость. Зернистость шлифовальной сетки совпадает с зернистостью шлифовальной бумаги.
Для достижения наилучшего результата и чтобы сберечь руки, шлифовальную бумагу закрепляют на шлифовальной колодке. Можно использовать ручные шлифовальщики (терки для шлифования) с фиксаторами или с держателем для телескопического стержня.
Такая терка снабжена прокладкой из вспененного материала, которая обеспечивает плотное прилегание бумаги к обрабатываемой поверхности и более равномерное шлифование.
Машинное использование
Шлифовальная бумага служит оснасткой для следующих инструментов:
- Вибрационные шлифовальные или плоскошлифовальные машины. Листы прямоугольной формы крепятся на зажимах или на липучке, могут иметь отверстия для пылеотвода.
- Дельташлифмашины. От плоскошлифовальных отличаются треугольной формой, напоминающей утюг (или букву дельта, откуда и название), которая позволяет работать в труднодоступных местах. Листы треугольной формы крепятся на липучке, имеют отверстия для пылеотвода)
- Эксцентриковые (орбитальные) шлифовальные машины (листы круглой формы крепятся на липучке, имеют отверстия для пылеотвода.
- ленточные шлифовальные машины (ленты натягиваются на ведущем вале и ролике шлифмашины, не имеют отверстия для пылеотвода)
- УШМ, дрели с использование дополнительной оснастки — опорной тарелки, имеющей липучую поверхность или зажимную шайбу (листы круглой формы крепятся, соответственно, на липучке или имеют посередине отверстие, такие листы не имеют отверстия для пылеотвода)
- вибрационные машины с использование дополнительной оснастки — опорной тарелки, имеющей липучую поверхность (листы треугольной формы крепятся на липучке, не имеют отверстия для пылеотвода)
содержание . .
1
2
3
4
5
6
7
8
9
10 ..
.
1
2
3
4
5
6
7
8
9
10 ..
Маркировка наждачной бумаги в зависимости от ее назначения
Этот абразивный материал имеет бумажную или тканевую основу, на которую нанесено непосредственно абразивное вещество (в виде порошка или «зерна»). Вот эта «зернистость» и является одной из главных характеристик изделия, которое известно и под другими «именами»: шкурка, наждачка. От размеров зерен зависит, какой вид работы можно производить данной наждачной бумагой, и на это указывает маркировка.
Следует знать, что в производстве применяются искусственные абразивы (электрокорунд, карборунд и др.). Все «семейство» наждачных бумаг классифицируется по российскому и зарубежному стандартам. Поэтому далее, для простоты, все показатели будут указаны в соответствии с российским ГОСТом. Он соответствует зарубежному стандарту FEPA, или ISO 6344, как общепринятому в мире. Однако некоторые страны применяют и свои стандарты (Канада, США, Китай, Япония). Наждачная бумага выпускается или отдельными листами (листовая), или рулонами.
Наждачная бумага выпускается или отдельными листами (листовая), или рулонами.
Назначение наждачной бумаги в зависимости от маркировки
Буква «Р» в ГОСТе обозначает зернистость и характеризуется числами от 12 до 2500. Чем больше число в обозначении «наждачки», тем она мельче (меньше размер зерна). Однако в некоторых бывших союзных республиках для обозначения зернистости используется еще ГОСТ СССР. Например, 20 – Н. Это если размер измеряется десятками микрон. Если просто в микронах, то обозначение будет таким – М20. Так обозначают одну из самых мелких наждачных бумаг, в обиходе называемых «нулевкой». Приведем краткую классификацию наждачной бумаги.
- Для очень грубой работы Р22, Р24, Р36 80-Н, 63-Н, 50-Н
- Для грубой работы Р40, Р46, Р60 40-Н, 32-Н, 25-Н
- Для первичной шлифовки Р80, Р90, Р100, Р120 20-Н, 16-Н, 12-Н, 10-Н
- Для окончательной шлифовки Р150, Р180 8-Н, 6-Н
Для мелкозернистых видов наждачной бумаги существует своя классификация.
- Шлифовка твердой древесины Р240, Р280 5-Н, М63
- Полировка, шлифовка
- перед покраской Р400, Р600 М28, М40; 2-Н, 3-Н
- Шлифовка керамики,
- пластика, металла Р1000 М20, 1-Н
- Полировка Р1200, Р1500, М14, М10, М7, М5
- Р2000, Р2500 Н-0, Н-00, Н-01
На оборотной стороне наждачной бумаги имеются и другие обозначения, по которым можно определить, какова ее основа, технология изготовления, вид абразивного материала и т. п. Вот некоторые примеры:
- если нет никакой отдельной буквы, то бумага эта рулонная. У листовой есть индекс «Л»;
- «1» — предназначена для шлифовки мягких материалов;
- «2» — для шлифовки металлов;
- литерами Л1, Л2 и М обозначают бумагу влагопрочную;
- литеры П предупреждают, что бумага боится сырости.
Есть еще целый ряд обозначений, но они интересны только специалисту, а для практического использования наждачной бумаги особой роли не играют.
 » src=»https://www.youtube.com/embed/bkm-4LzOWWs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/bkm-4LzOWWs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Абразивный | материал | Британника
Абразивный , острый, твердый материал, используемый для истирания поверхности более мягких и менее стойких материалов. В этот термин входят как натуральные, так и синтетические вещества, от относительно мягких частиц, используемых в бытовых чистящих средствах и ювелирных полиролях, до самого твердого из известных материалов — алмаза. Абразивные материалы незаменимы при производстве практически любого продукта, производимого сегодня.
Абразивы используются в виде шлифовальных кругов, наждачных бумаг, хонинговальных брусков, полиролей, отрезных кругов, галтовочных и вибрационных масс для чистовой обработки, пескоструйной обработки, пульпы, шаровых мельниц и других инструментов и изделий.Только за счет использования абразивов промышленность может изготавливать высокоточные компоненты и сверхгладкие поверхности, необходимые при производстве автомобилей, самолетов и космических аппаратов, механических и электрических устройств и станков.
В этой статье рассматриваются основные материалы, используемые в абразивных материалах, свойства этих материалов и их переработка в промышленные продукты. Большинство абразивных изделий изготовлено из керамики, в которую входят одни из самых твердых известных материалов.Истоки твердости (и других свойств) керамических материалов описаны в статье о керамическом составе и свойствах.
История
Использование абразивов восходит к тому, что самые ранние люди терли один твердый камень о другой для придания формы оружию или инструменту. В Библии упоминается камень под названием шамир , который, скорее всего, был наждаком — природным абразивом, который до сих пор используется. Древние египетские рисунки показывают, что абразивные материалы используются для полировки украшений и ваз. Статуя скифского раба, названная «Точильщик», в галерее Уффици во Флоренции, представляет собой природный точильный камень неправильной формы, используемый для точения ножа.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Подпишитесь сейчасПесок и кусочки гибкой кожи были наждачной бумагой древних людей. Позже мастера пытались закрепить абразивные зерна на гибких основах с помощью грубого клея. В китайском документе XIII века описывается использование натуральных смол для прикрепления кусочков морской ракушки к пергаменту. Примерно два столетия спустя швейцарцы начали наносить стеклянную крошку на бумажную основу.
Ранним абразивам для песка и стекла не хватало остроты, и к XIX веку такие абразивные материалы, как природный песчаник, из которого сформирован «шлифовальный круг», больше не отвечали потребностям развивающейся промышленности.В 1873 году Свен Пульсон, работавший в компании Norton and Hancock Pottery Company, Вустер, штат Массачусетс, США, выиграл кувшин пива, поспорив, что сможет сделать шлифовальный круг, соединив наждак с гончарной глиной и обожгнув их в печи. Пульсон преуспел с третьей попытки; Этот инцидент ознаменовал конец неудовлетворительного производства продуктов на клеевой и силикатной связке и рождение керамического шлифовального круга.
Незадолго до начала 20 века, когда природные абразивы наждак, корунд и гранат не соответствовали требованиям промышленности, американский изобретатель Эдвард Г.Ачесон открыл метод получения карбида кремния в электрических печах, а ученые из Ampere Electro-Chemical Company в Ампере, штат Нью-Джерси, США, разработали оксид алюминия. В 1955 году компания General Electric преуспела в производстве синтетических алмазов. Как и другие искусственные абразивы, синтезированный алмаз оказался во многих случаях лучше натурального продукта, который использовался в шлифовальных кругах с 1930 года.
Когда-то использовавшиеся только тогда, когда требовались точная размерная точность и гладкие поверхности, абразивные материалы стали широко применяемым промышленным инструментом.Более высокие скорости шлифовального круга, более мощные шлифовальные станки и улучшенные абразивные материалы постоянно увеличивают их роль.
угловая шлифовальная машина Рабочий использует угловую шлифовальную машину для шлифования куска металла.
Абразивные материалы: их состав и свойства
Материалы, используемые для изготовления абразивов, можно в целом разделить на натуральные и синтетические. Природные абразивы включают алмаз, корунд и наждак; они встречаются в естественных месторождениях и могут быть добыты и переработаны для использования с небольшими изменениями.Синтетические абразивы, с другой стороны, являются продуктом значительной переработки сырья или химических прекурсоров; они включают карбид кремния, синтетический алмаз и оксид алюминия (синтетическая форма корунда). Большинство натуральных абразивов были заменены синтетическими материалами, потому что почти все промышленные применения требуют постоянных свойств. За исключением природного алмаза, большинство природных абразивов слишком разнообразны по своим свойствам.
Одно из важнейших свойств абразивного материала — твердость.Проще говоря, абразив должен быть тверже материала, который нужно шлифовать, полировать или удалять. Твердость различных абразивных материалов можно измерить по ряду шкал, включая испытание на твердость по Моосу, испытание на твердость по Кнупу и испытание на твердость по Виккерсу. Шкала Мооса, впервые описанная в 1812 году, измеряет устойчивость к вдавливанию, исходя из того, какой материал поцарапает другой. Эта шкала, которая присваивает номера природным минералам, получила широкое распространение и используется минералогами.В испытаниях на твердость по Кнупу и Виккерсу используются пирамидальные устройства для алмазного вдавливания и измеряют вдавливание, сделанное алмазами в данном исследуемом материале. Тест Виккерса был разработан в первую очередь для металлов. Однако с помощью теста Кнупа можно измерить твердость чрезвычайно хрупких материалов, включая стекло и даже алмазы, без повреждения индентора или испытательного образца.
Твердость различных абразивных материалов можно измерить по ряду шкал, включая испытание на твердость по Моосу, испытание на твердость по Кнупу и испытание на твердость по Виккерсу. Шкала Мооса, впервые описанная в 1812 году, измеряет устойчивость к вдавливанию, исходя из того, какой материал поцарапает другой. Эта шкала, которая присваивает номера природным минералам, получила широкое распространение и используется минералогами.В испытаниях на твердость по Кнупу и Виккерсу используются пирамидальные устройства для алмазного вдавливания и измеряют вдавливание, сделанное алмазами в данном исследуемом материале. Тест Виккерса был разработан в первую очередь для металлов. Однако с помощью теста Кнупа можно измерить твердость чрезвычайно хрупких материалов, включая стекло и даже алмазы, без повреждения индентора или испытательного образца.
Характеристики вязкости или прочности тела также имеют большое значение для абразивной функции. В идеале отдельная абразивная частица заточена сама собой за счет разрушения тупой режущей или рабочей кромки, которая обнажает другую режущую кромку внутри той же частицы. В синтетических абразивах можно достичь некоторой степени контроля над этим свойством, изменяя форму зерен во время операции дробления или калибровки, изменяя чистоту абразива, легируя абразивы и контролируя кристаллическую структуру внутри абразивных зерен. Таким образом, абразивные материалы могут быть разработаны для соответствия условиям эксплуатации в различных областях применения.
В синтетических абразивах можно достичь некоторой степени контроля над этим свойством, изменяя форму зерен во время операции дробления или калибровки, изменяя чистоту абразива, легируя абразивы и контролируя кристаллическую структуру внутри абразивных зерен. Таким образом, абразивные материалы могут быть разработаны для соответствия условиям эксплуатации в различных областях применения.
Взаимодействие между абразивом и шлифуемым материалом не позволяет использовать один абразив в качестве универсальной среды.Например, когда карбид кремния используется для обработки стали или оксида алюминия на стекле, имеет место некоторая реакция, которую еще предстоит четко определить, но которая приводит к быстрому затуплению и неэффективному абразивному действию. Стойкость к истиранию — вот название, данное этому третьему, очень важному свойству.
В таблице перечислены известные природные и синтетические абразивные материалы. В таблице приведены ссылки на дополнительную информацию о материалах и шкалах твердости.
| абразивные материалы | твердость | |||
|---|---|---|---|---|
| Шкала Мооса | Шкала Виккерса | Шкала Кнупа | ||
| природные абразивы | промышленный алмаз | 10 | 10 000 | 8 000 |
| корунд | 9 | 2,200 | 1,600–2,100 | |
| наждак | 7–9 | 1,600 | 800–1 800 | |
| гранат | 7–8 | 1,100–1 300 | 1 300–1 350 | |
| кремень | 7 | 900–1 100 | 700–800 | |
| кварцевый | 7 | 1,100 | 700–800 | |
| пемза | 5–6 | – | 430–560 | |
| тальк | 1 | – | – | |
| синтетические абразивы | синтетический алмаз | 10 | 10 000 | 8 000–10 000 |
| Нитрид бора (кубический) | 10 | 7,300–10,000 | 4,700–10,000 | |
| карбид бора | 9–10 | 3,300–4,300 | 2,200–5,100 | |
| карбид кремния | 9 | 2,800–3,300 | 2 000–3 700 | |
| оксид алюминия | 9 | 2,200 | 2 000–2 600 | |
Мелкая наждачная бумага | Журнал WOOD
Джим Хиви
Наждачная бумага кажется довольно простой штукой: песок привязан к бумаге, верно? Но если вы читаете упаковки на полках магазинов или делаете покупки в Интернете, ваш выбор абразивов может быть ошеломляющим и запутанным.
Сотни товаров, многие из которых предназначены для автомастерских, промышленных шкафов, слесарей, маляров, сантехников и мастеров, оставляют многих плотников в затруднительном положении. Отраслевые термины и маркетинговый язык еще больше омрачают воду.
К счастью, то, что вам действительно нужно знать, сводится к пяти элементам: размер абразива; насколько плотно набивается абразив; абразив тип ; материал основы ; и содержит ли наждачная бумага стеарат или нет.Итак, давайте разберемся с этими вариантами.
Правда о твердости
Во-первых, при выборе наждачной бумаги учитывайте размер зерна. Крупные и грубые абразивы зернистостью 40, 60 и 80 легко удаляют краску и выполняют начальное сглаживание шероховатых поверхностей. Используйте зерно 100, 120 и 150, чтобы удалить мелкие дефекты поверхности, образовавшиеся при резке и фрезеровании.Узнайте больше о двух разных, но похожих шкалах оценки зернистости.
 Зерна 180, 220 и 320 служат для окончательного шлифования перед финишной обработкой и для выравнивания между окончательными слоями.Зерна 320 и выше отполировать до окончательной гладкости.
Зерна 180, 220 и 320 служат для окончательного шлифования перед финишной обработкой и для выравнивания между окончательными слоями.Зерна 320 и выше отполировать до окончательной гладкости.Открытый и закрытый кейс
Упорядоченное шлифование экономит время и дает отличные результаты.
Абразивные материалы с маркировкой «открытое покрытие» [фото ниже ] имеют примерно на 30 процентов меньше зернистости, обеспечивая пространство для пыли или «стружки», которые могут уйти во время работы. При шлифовании мягкой или смолистой древесины, например сосны и пихты, выбирайте мелованную бумагу.
Бумага открытого типа может иметь соответствующую маркировку.Бумага с закрытым покрытием обычно не имеет обозначения на этикетке или основе.
Бумага с закрытым покрытием имеет почти 100-процентное покрытие зернистости и обеспечивает более быстрое шлифование твердых пород древесины, поскольку стружка этих пород не липкая.
Виды абразивов
Многие, но не все наждачные бумаги указывают свои абразивные среды на упаковке или на обратной стороне листа. Хотя любой абразивный материал для наждачной бумаги поможет сгладить дерево, для обработки дерева лучше всего подходят три типа абразивов, а четвертый мы также обсудим.
Найдите природный минерал гранат [фото ниже ] на недорогой наждачной бумаге, которую лучше всего использовать для шлифовки вручную. Гранулы, изначально острые, быстро изнашиваются, особенно при использовании механических шлифовальных машин, что объясняет, почему гранат потерял популярность у многих деревообработчиков.
Гранат использовался для чистки наждачной бумаги десятилетиями. Он недорогой, но недолговечный в использовании, поэтому вы в конечном итоге используете больше, чтобы получить те же результаты, что и с другими абразивами.
Твердый, но хрупкий карбид кремния [фото ниже ] легко ломается, создавая свежие режущие кромки во время работы. Хрупкость делает его менее подходящим для грубого зерна, но хорошим выбором для финишного шлифования вручную, а также для затирания финишных поверхностей.
Хрупкость делает его менее подходящим для грубого зерна, но хорошим выбором для финишного шлифования вручную, а также для затирания финишных поверхностей.
Карбид кремния не только сглаживает древесину, но и отлично подходит для полировки краев граненого стекла и пластика или создания яркого блеска на алюминиевых или медных поверхностях.
Найдите каждый из этих абразивов с полным спектром зерен от 60 до 220, а карбид кремния и оксид алюминия обеспечивают еще более мелкую зернистость. Оксид алюминия стал популярным абразивом для обработки древесины [фото ниже ]. Этот недорогой состав превосходен практически во всех аспектах подготовки поверхности, от удаления краски до окончательной отделки. Очень твердые гранулы изнашиваются медленно и могут использоваться как при ручном, так и при механическом шлифовании.
Оксид алюминия изнашивается во время использования, а не разрушается. В результате по мере износа он становится более тонким.![]()
Хотя керамика больше подходит для металлообработки, в розничных магазинах вы можете встретить ее, рекламируя ее для деревообработки.Керамические зерна постоянно ломаются, постоянно обнажая свежие режущие кромки, но некоторые виды древесины могут быть недостаточно твердыми, чтобы их сломать. Производители могут смешивать керамику с другими абразивами, такими как оксид алюминия или карбид кремния, для создания более долговечной наждачной бумаги [фото ниже ].
Керамика обычно стоит дороже, поэтому, если вы найдете наждачную бумагу на основе керамической смеси по той же цене, что и другие абразивные материалы, ее долговечность сделает ее хорошей ценой.
Основа определяет гибкость и долговечность
Основой для абразивов служат несколько типов материалов.Производители используют алфавитную шкалу, где A означает самый легкий вес, а более тяжелые и более прочные основы обозначаются последующими буквами. Для ручного шлифования выбирайте бумагу с плотностью A, B или C, при этом C и D лучше соответствуют требованиям самого крупного (36–80) зерна.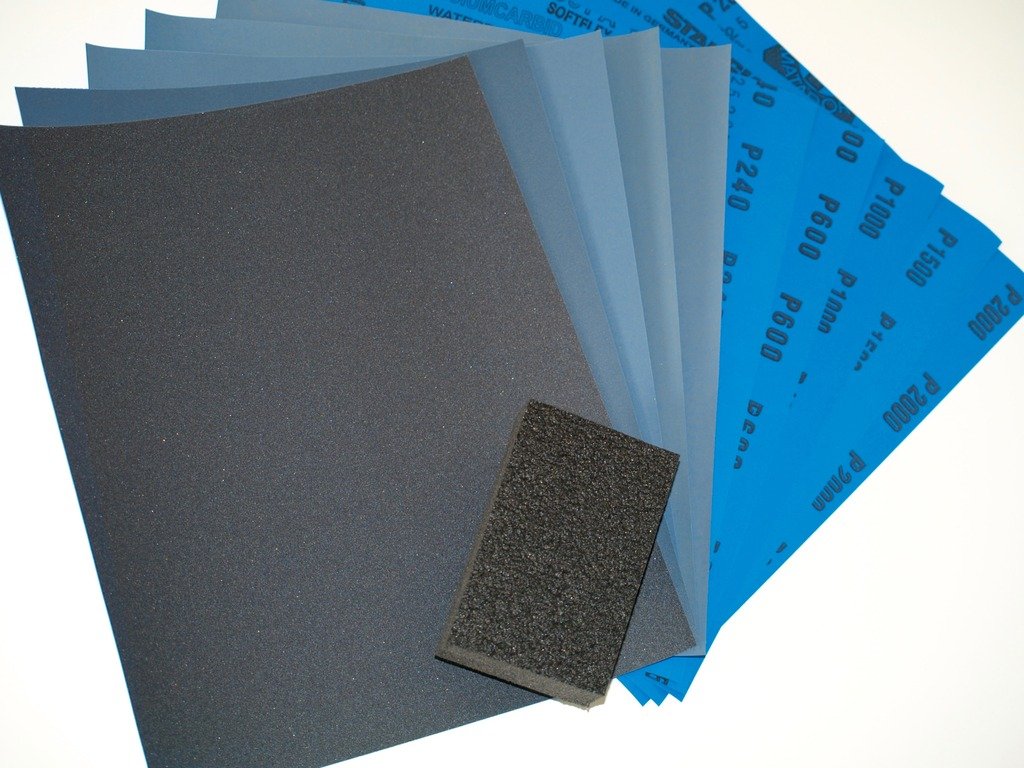 Более легкая бумага лучше прогибается, поэтому выбирайте ее при шлифовании профилей или небольших внутренних пространств [фото ниже ].
Более легкая бумага лучше прогибается, поэтому выбирайте ее при шлифовании профилей или небольших внутренних пространств [фото ниже ].
Бумага A-weight легко адаптируется к узким изгибам шлифовального блока.
Хотя вы можете использовать плотную бумагу A – C на шлифовальной машине на четверть листа, она быстро изнашивается и может порваться.Вместо этого поищите листы с плотностью D, E или F.
Некоторые производители предлагают пленочную основу, которая обеспечивает большую гибкость и сопротивляется разрыву [фото ниже ]. Пленка не скользит по резиновым шлифовальным блокам или подушкам, что улучшает результаты. Пленка выдерживает влагу и обеспечивает более ровную поверхность, что делает ее хорошим выбором для мокрого шлифования водой или маслом для придания отделке зеркального блеска.
Основы пленки выглядят блестящими. При складывании листов на пленке пленка захватывает сама себя, поэтому бумага сохраняет изогнутую форму и не скользит.
Диски для шлифовальных машин с произвольной орбитой поставляются с бумажной, пленочной или тканевой основой и имеют вес, который выдерживает требования инструмента, поэтому вам не нужно выбирать вес. Бумага и тканевые основы, отмеченные как водостойкие или подходящие для влажного нанесения, были обработаны, чтобы выдерживать влагу.
Когда выбирать стеарат
Наждак со стеаратом или самосмазывающейся бумагой добавляет сухое металлическое мыло между зернами песка [ Фото H ]. Металлическая стружка не прилипает к стеарату, как к связующему на основе смолы, удерживающему гранулы, поэтому мусор отходит от бумаги при шлифовании.Это уменьшает засорение при шлифовании древесины из смолистых материалов или окрашенных поверхностей. Эта сухая смазка, обычно наносимая на бумагу из оксида алюминия или карбида кремния, не вызывает проблем отделки, таких как «рыбий глаз» или «апельсиновой корки». Хотя в хозяйственных магазинах и магазинах бытовой техники есть некоторые абразивные материалы со стеаратным покрытием, вы найдете их в магазинах автозапчастей.
Стеарат может быть указан на упаковке, но поищите другие слова, такие как «без загрузки», «без заполнения», «стеарат цинка» или «против засорения».
Независимо от зернистости, материала или основы, важно выбросить любой абразив, если его режущее действие ухудшится.Откуда вы знаете? Потрите пальцами кусок, который вы используете, а затем свежий кусок того же зерна. Если старый кажется более гладким, выбросьте его.
Наждачная бумага «Покрытия», Демистифицированная | Uneeda
Возможно, вы обратили внимание на термины «открытое пальто», «полуоткрытое» или «закрытое пальто» при просмотре наших продуктов и задались вопросом, о чем они. В этой статье мы выясним, почему такое покрытие имеет значение и какой вариант лучше всего подходит для вашего применения.
Почему загружается наждачная бумага
Прежде чем мы перейдем к обсуждению покрытий, давайте вернемся к основам и обсудим одну из самых неприятных проблем, с которыми мы сталкиваемся при шлифовании: погрузка.
Почему загружается наждачная бумага?
Что ж, когда вы перемещаете наждачную бумагу по рабочей поверхности, вы создаете трение или сопротивление между абразивом и заготовкой. Это действие облегчает резку / царапание по вашему желанию, но также могут быть некоторые нежелательные последствия, а именно: тепло, статическое электричество и пыль.
Когда в процессе шлифования выделяется тепло, это может привести к расплавлению смолы в древесине или химикатов в отделке, что приведет к образованию липких остатков, которые могут забиться или погрузиться в наждачную бумагу.
Замена наждачной бумаги не только раздражает, но и мешает вам создавать желаемую отделку. Это может привести к образованию неровных царапин и пятен на поверхности при окрашивании в результате шлифования неострыми зернами … из-за того, что наждачная бумага забивается остатками и пылью.
Хотя никакая наждачная бумага не прослужит вечно, тип покрытия наждачной бумаги поможет продлить срок службы изделия и добиться лучшей отделки.
Что такое «покрытия»
Итак, что такое покрытие, какое покрытие подходит именно вам и почему вам это нужно?
Что ж, когда дело доходит до шлифовки, на самом деле существует наука о максимальном повышении эффективности процесса, увеличении срока службы наждачной бумаги и достижении высочайшего качества отделки.Тип покрытия — это один из технических аспектов, который помогает получить такие результаты.
Покрытие относится к общему покрытию частиц абразивного зерна (например, оксида алюминия или карбида кремния), которые прикреплены к материалу основы продукта, или, точнее, к тому, сколько места заполнено или не заполнено абразивными зернами.
Хотя может показаться, что вы не получите максимальную отдачу от своих денег, купив продукт, который не имеет такого количества абразивного зерна, которое подходит для определенной области основы, на самом деле здесь и появляется наука, и несколько нелогично . .. Контролируя количество пространства, оставленного «открытым» или «закрытым» (заполненным), вы фактически контролируете, насколько быстро (или медленно) ваша бумага будет засоряться, или, скорее, как долго она может оставаться пригодной для использования .
.. Контролируя количество пространства, оставленного «открытым» или «закрытым» (заполненным), вы фактически контролируете, насколько быстро (или медленно) ваша бумага будет засоряться, или, скорее, как долго она может оставаться пригодной для использования .
Чем больше свободное пространство между зернами, тем больше абразивный износостойкость в сочетании с постоянным движением при шлифовании. При использовании наждачной бумаги более открытый слой позволяет остаткам осыпаться, что снижает вероятность их застревания между зернами. Не говоря уже о том, что дополнительное пространство дает больше места для потока воздуха, тем самым охлаждая наждачную бумагу во время процесса шлифования. И, в конечном итоге, при меньшем нагреве у древесных смол и отделки будет меньше возможностей для размягчения.
Покрытия
Итак, какие покрытия вы увидите и для чего их следует использовать?
Обычно доступны три типа покрытия: открытое, полуоткрытое и закрытое — каждый с разным соотношением зерен и каждый с различным оптимальным нанесением. Терминология, используемая разными производителями, может отличаться, но пока мы сосредоточимся на них.
Терминология, используемая разными производителями, может отличаться, но пока мы сосредоточимся на них.
Закрытое покрытие
Закрытая шкурка наждачной бумагой.Линии на линейке — миллиметры.Закрытое покрытие обеспечивает максимальное покрытие зерна, составляя примерно 90-95% покрытия продукта.
Этот тип покрытия лучше всего подходит для шлифования необработанной древесины, то есть шлифования с более крупными зернами. Это хорошо работает, потому что грубое шлифование дает более крупные куски, а с более твердой древесиной также меньше смолы (древесной смолы), поэтому тепло оказывает меньшее воздействие. Это означает, что пространство между зернами меньше, потому что оно не будет так сильно загружаться.Кроме того, с более крупными зернами естественно больше пространства между кончиками зерна просто потому, что более крупные зерна занимают больше места, и меньшее их количество может уместиться на поверхности любого конкретного размера.
Например, представьте себе горный хребет с очень острыми пиками и глубокими долинами, при этом каждая гора соприкасается с основанием. А теперь представьте, что в долинах есть вода. Итак, под водой между зернами не так много места, но на поверхности между пиками довольно много места.Вот что происходит с наждачной бумагой. На наждачной бумаге горы — это ваши зерна, а вода — это смола, прикрепляющая зерно к основе.
А теперь представьте, что в долинах есть вода. Итак, под водой между зернами не так много места, но на поверхности между пиками довольно много места.Вот что происходит с наждачной бумагой. На наждачной бумаге горы — это ваши зерна, а вода — это смола, прикрепляющая зерно к основе.
Закрытые покрытия также используются для герметиков, лаков и других отделочных работ для получения наиболее однородного рисунка царапин и высочайшего качества отделки. Если вы шлифуете твердые металлы, вам также следует использовать закрытые покрытия, чтобы максимально увеличить количество зерна, режущего твердый материал.
Преимущество здесь состоит в том, что у закрытых слоев больше зерна, а у более твердой древесины меньше смол, поэтому бумага в любом случае загружается не так быстро.
Полуоткрытое пальто
Полуоткрытая наждачная бумага. Линии на линейке — миллиметры. Полуоткрытая шерсть обеспечивает покрытие зерен на 70–75%, хорошая золотая середина.
Этот уровень покрытия подходит для твердых пород дерева, таких как дуб, вишня и клен, в стадии необработанной древесины.
Подобно закрытому покрытию, с более твердой древесиной, в древесине присутствует меньше смолы, поэтому меньше вероятность образования липких остатков.
Открытое пальто
Открытая наждачная бумага для пальто.Линии на линейке — миллиметры.Благодаря наиболее открытому пространству из трех покрытий, охватывающему около 60-65% зерен, этот тип лучше всего подходит для более мягких материалов, включая мягкие породы дерева, такие как сосна и тополь, а также более мягких металлов, как для грубого шлифования, так и для полировки. . С дополнительным пространством между зернами больше вероятность того, что отходы просто упадут, что приведет к увеличению времени загрузки бумаги.
Заключение
Когда дело доходит до шлифования, помимо разрывов и других поломок, есть две основные причины для замены ремня, диска, листа или губки: либо продукт полностью засорен, либо зерна затупились, что делает абразив бесполезным. Мы всегда стремимся максимально продлить срок службы наших абразивов, поэтому важно выбирать подходящий продукт в зависимости от области применения — это означает понимание механики шлифования, загрузки и предотвращения, а также технических аспектов продуктов. Например, покрытия, открытые, полуоткрытые или закрытые, относятся к степени покрытия зерна на конкретном продукте. Понимание этого может помочь избежать распространенных проблем.
Мы всегда стремимся максимально продлить срок службы наших абразивов, поэтому важно выбирать подходящий продукт в зависимости от области применения — это означает понимание механики шлифования, загрузки и предотвращения, а также технических аспектов продуктов. Например, покрытия, открытые, полуоткрытые или закрытые, относятся к степени покрытия зерна на конкретном продукте. Понимание этого может помочь избежать распространенных проблем.
Быстро забивающаяся наждачная бумага — одна из самых распространенных и неприятных проблем, известных любому, кто занимается шлифовкой.Хотя этого трудно полностью избежать, особенно при шлифовании мягкой древесины и металлов с более низкой температурой плавления, выбор продукта с открытым покрытием для этих применений может помочь минимизировать эффекты нагрузки из-за дополнительного пространства между зернами. При шлифовании твердых материалов или грубой шлифовке можно использовать закрытые или полуоткрытые покрытия.
В конечном итоге выбор правильного продукта для области применения поможет вам получить наилучшую отделку наиболее эффективным способом — независимо от того, рассматриваете ли вы покрытия, минимизацию нагрузки, тип зерна или основу.
Если вы хотите улучшить отделку, повысить эффективность шлифования или продлить срок службы абразивных материалов, свяжитесь с нашим отделом продаж, чтобы получить индивидуальные рекомендации.
Блог наждачной бумаги: История абразивов
Подумайте о продукте. Любой товар. Где-то в процессе изготовления этого продукта происходит нанесение абразива. Использование абразивов восходит к почти письменным источникам. Например, доисторические люди затачивали свои инструменты и оружие, натирая их друг о друга. Камень, использованный при строительстве пирамид Египта, был отшлифован естественным «связующим» абразивом — песчаником! Около 2100 г. до н. Э. творческий египетский инженер установил круговое колесо на грубый токарный станок и заточил бронзовые инструменты и украшения, положив начало искусству кругового шлифования. В средние века доспехи и мечи шлифовали и полировали. Первое зарегистрированное производство абразивных материалов с покрытием восходит к 13 веку, когда китайцы использовали натуральные камеди для связывания измельченных ракушек с пергаментом.
На рубеже веков абразивные материалы с покрытием сделали гигантский шаг вперед, создав новые зерна для электропечей, карбид кремния и оксид алюминия. С годами шлифование стало еще более популярным, поскольку на рынке и на производственной линии появился ряд новых продуктов. Шлифовка повлияла на все эти изделия — дерево и металл, а также стекло. Генри Форд, например, сделал для индустрии шлифования металлов больше, чем кто-либо в истории.
Ford понял, что унция лишнего веса в любой части действует и реагирует на каждую часть.Его спрос на легкие детали с большой прочностью привел к появлению первого большого тоннажа легированных сталей, чувствительность которых к термообработке не только удовлетворяла его требованиям к прочности без веса, но и требовала чистового шлифования вместо резки металлическими инструментами.
В период промышленной революции, экономического бума после Второй мировой войны и экономического роста в 1990-х годах абразивные материалы всегда были частью производственного процесса, и они будут оставаться в этом тысячелетии.
Информация для этой статьи взята из главы 1 «История абразивов» в Руководстве по обучению работе с абразивными материалами, опубликованном недавно Industrial Distribution Association.В настоящее время МАР объединилась с Ассоциацией промышленных поставщиков. Чтобы узнать больше об этом ресурсе для дистрибьюторов, посетите www.isapartners.org. Для получения дополнительной информации об абразивах и наждачной бумаге посетите наш веб-сайт:
www.abrasiveresource.com
Суровая правда о наждачной бумаге
Шлифовка является частью многих проектов по благоустройству дома, от обработки дерева до подготовки краски. Но если вы когда-либо просматривали раздел наждачной бумаги в домашнем центре или магазине красок, вы могли быть сбиты с толку из-за различных абразивных материалов и другой терминологии, с которыми вы сталкивались.Вот несколько советов, которые помогут разгадать загадку.
Абразивные материалы
Материал, который выполняет фактическую шлифовальную работу, называется абразивом. Абразив приклеивается к основе, обычно к бумаге. Поэтому, когда мы думаем о наждачной бумаге, мы обычно думаем о крошечных частицах песка, прилипших к бумажной основе, и, очевидно, отсюда она и получила свое название. Но на самом деле существуют тысячи различных комбинаций абразивных материалов, материалов основы и связующих материалов, которые удерживают их вместе.К счастью, для улучшения дома вам понадобится всего несколько из них: оксид алюминия, гранат, карбид кремния и керамика.
Абразив приклеивается к основе, обычно к бумаге. Поэтому, когда мы думаем о наждачной бумаге, мы обычно думаем о крошечных частицах песка, прилипших к бумажной основе, и, очевидно, отсюда она и получила свое название. Но на самом деле существуют тысячи различных комбинаций абразивных материалов, материалов основы и связующих материалов, которые удерживают их вместе.К счастью, для улучшения дома вам понадобится всего несколько из них: оксид алюминия, гранат, карбид кремния и керамика.
Оксид алюминия : Оксид алюминия — один из наиболее распространенных абразивных материалов, который хорошо подходит для шлифования дерева и металла. При шлифовании частицы оксида алюминия трескаются и отламываются, что означает, что постоянно появляются новые острые точки. Это помогает наждачной бумаге из оксида алюминия прослужить дольше, чем другие типы наждачной бумаги.
Гранат : Гранатовая наждачная бумага — хороший выбор для обработки дерева. Частицы не растрескиваются, как оксид алюминия, а это означает, что наждачная бумага тускнеет по мере ее использования. Таким образом, хотя гранатовая бумага изнашивается быстрее, она имеет тенденцию создавать более гладкую поверхность на дереве, чем бумага из оксида алюминия той же зернистости. Это может быть несомненным преимуществом для окончательной отделки деревообрабатывающих проектов.
Таким образом, хотя гранатовая бумага изнашивается быстрее, она имеет тенденцию создавать более гладкую поверхность на дереве, чем бумага из оксида алюминия той же зернистости. Это может быть несомненным преимуществом для окончательной отделки деревообрабатывающих проектов.
Карбид кремния : Наждачная бумага с абразивом из карбида кремния очень твердая, тверже, чем оксид алюминия или гранат.Такая твердость делает его отличным выбором для шлифования металла, удаления краски, а также для обработки пластика и стекловолокна. Обычно не лучший выбор для дерева.
Керамика : Керамические частицы очень твердые, но не слишком острые, а также стоят дорого. Они особенно хорошо подходят для быстрого удаления материала, особенно при деревообработке. Чаще всего они встречаются на ремнях, используемых для ленточных и барабанных шлифовальных машин, а также на некоторых типах дисковых шлифовальных машин.
Зернистость
Помимо типа абразивного материала, который вы будете использовать, следующее, о чем нужно беспокоиться, — это зернистость. Зернистость наждачной бумаги указывает на то, насколько она мелкая или грубая. И в одной из этих странностей конструкции, чем меньше номер зерна, тем грубее наждачная бумага, и чем больше это число, тем мельче наждачная бумага.
Зернистость наждачной бумаги указывает на то, насколько она мелкая или грубая. И в одной из этих странностей конструкции, чем меньше номер зерна, тем грубее наждачная бумага, и чем больше это число, тем мельче наждачная бумага.
Грубая : Обычно считается, что грубая бумага имеет зернистость от 40 до 60. Эта зернистость будет использоваться для первичной обработки грубой древесины, для грубой обработки и удаления краски.
Средняя : наждачная бумага среднего размера имеет зернистость от 80 до 120.Обычно их используют на следующем этапе выравнивания деревянных поверхностей.
Fine : Мелкая наждачная бумага имеет зернистость от 150 до 200 и обычно является последней бумагой, используемой перед окрашиванием или окрашиванием.
Очень мелкая : Очень мелкая наждачная бумага обычно имеет зерно от 220 до 240. Обычно это используется для удаления дефектов или для придания шероховатости поверхности между слоями отделки.
Всегда нужно начинать с зерна, которое достаточно крупное, чтобы начать удаление материала с поверхности, которую вы шлифуете. Другими словами, не используйте бумагу грубее, чем она должна быть, так как вы сделаете на поверхности дополнительные бороздки, которые вам придется просто зачистить позже. С другой стороны, использование бумаги с зернистостью 150 для удаления краски будет пустой тратой времени, поскольку бумага засоряется почти сразу.
Другими словами, не используйте бумагу грубее, чем она должна быть, так как вы сделаете на поверхности дополнительные бороздки, которые вам придется просто зачистить позже. С другой стороны, использование бумаги с зернистостью 150 для удаления краски будет пустой тратой времени, поскольку бумага засоряется почти сразу.
Работайте над все более и более тонкой бумагой, пока не получите поверхность, достаточно гладкую для того, что вам нужно. Возможно, вам нужно будет использовать всего две разные крупы, или вам придется проработать четыре или даже пять.
Наждачная бумага с открытым и закрытым покрытием
Это еще пара терминов, с которыми вы можете столкнуться в домашнем центре. Наждачная бумага с закрытым покрытием имеет абразив, который покрывает всю поверхность бумаги. Этот дополнительный абразив означает, что вы сможете удалить материал быстрее, но это также означает, что бумага будет быстрее забиваться.
При использовании наждачной бумаги с открытым покрытием абразив покрывает от 60 до 70 процентов поверхности бумаги с большим свободным пространством между частицами. Это делает бумагу менее агрессивной для шлифования, но также делает ее более гибкой и менее склонной к засорению. Наждачная бумага с открытым покрытием — хороший выбор для шлифования дерева и особенно для удаления краски.
Это делает бумагу менее агрессивной для шлифования, но также делает ее более гибкой и менее склонной к засорению. Наждачная бумага с открытым покрытием — хороший выбор для шлифования дерева и особенно для удаления краски.
Наждачная бумага внимательно
Автор: Кэрол Беронич
Ключом к выбору правильной наждачной бумаги является соответствие типа абразива для конкретной задачи.
Я использую наждачную бумагу на всех этапах создания проекта — доводка стыка, сглаживание краев, выравнивание панелей и шлифовка между слоями отделки.Но наждачная бумага — это не только получение гладких поверхностей. Понимание того, как работают различные типы наждачной бумаги, поможет вам выбрать подходящий материал для работы и получить лучшие и более быстрые результаты.
Когда дело доходит до наждачной бумаги для обработки дерева, обычно используются четыре абразива: гранат, оксид алюминия, карбид кремния и оксид алюминия, диоксид циркония. И каждый тип имеет свои уникальные характеристики и рабочие свойства, как вы можете видеть из диаграммы.
И каждый тип имеет свои уникальные характеристики и рабочие свойства, как вы можете видеть из диаграммы.
ХРУБКОСТЬ. Некоторые абразивные материалы легко ломаются при воздействии тепла или давления.Это известно как рыхлость . В зависимости от степени поломки абразив имеет высокую или низкую хрупкость. Сильно рыхлые абразивные материалы легко разрушаются, постоянно образуя новые острые поверхности. Абразивные материалы с низкой рыхлостью имеют тенденцию к более быстрому затуплению или округлению.
ЖЕСТКОСТЬ. Еще один важный фактор в наждачной бумаге — это относительная твердость абразивного материала. Различные типы наждачной бумаги имеют разную степень твердости.(Твердость измеряется алмазом.) Но твердость, как вы увидите, не является признаком хрупкости.
ГРАНАТ. Гранат — это природный минерал, используемый в качестве драгоценных камней и абразивных материалов. У нее низкая рыхлость, поэтому мелкие зерна на этой наждачной бумаге не ломаются. Но это не значит, что при использовании бумага прослужит дольше. На самом деле все наоборот.
Но это не значит, что при использовании бумага прослужит дольше. На самом деле все наоборот.
Гранат имеет тенденцию быстро округляться, а это значит, что зерна не режутся так эффективно после того, как они потускнели.Но округлые зерна не так уж и плохи, когда вы шлифуете голое дерево.
Ограниченная рыхлость граната фактически делает наждачную бумагу лучше при шлифовании торцевых волокон. Поскольку зерно легко тускнеет, он отлично полирует дерево, а не прорезает его, как другие абразивные материалы для наждачной бумаги. Полировка запечатывает торцевую поверхность и делает поверхность более чистой. Кроме того, эффект полировки создает более мягкий рисунок царапин, в результате чего шлифованная голая древесина становится более гладкой.
Фактор износа этой наждачной бумаги делает ее плохим выбором для механического шлифования. Вы не часто найдете его в виде дисков или ремней для электроинструментов. По этой причине его лучше всего использовать для окончательного ручного шлифования, чтобы получить гладкую атласную поверхность.
Хотя гранат недоступен для электроинструментов, вы найдете его в листах. И из четырех обсуждаемых здесь типов наждачной бумаги ее покупать дешевле всего.
ОКСИД АЛЮМИНИЯ. Оксид алюминия — наиболее распространенный минерал, используемый для изготовления наждачной бумаги для обработки дерева.Этот искусственный минерал тверд, как гранат, но более хрупкий. Частицы легко ломаются во время использования, создавая обновленные режущие кромки. В результате он служит дольше и шлифует практически любой материал — голое дерево, окрашенные поверхности, металл или пластик. Благодаря своей универсальности оксид алюминия — рабочая лошадка деревообрабатывающего цеха.
Но у этого вида бумаги есть и недостатки. Поскольку зерна так легко ломаются, некоторые зерна становятся меньше, а другие остаются большими, что приводит к неровному рисунку царапин на поверхности древесины.
Еще один недостаток — резкость песка. Оксид алюминия не такой острый, как гранат. Частицы имеют округлую крупную форму. Но даже в этом случае поверхность все равно будет хорошо обработана.
Частицы имеют округлую крупную форму. Но даже в этом случае поверхность все равно будет хорошо обработана.
КАРБИД КРЕМНИЯ. Карбид кремния — самый острый минерал из четырех упомянутых здесь. Зерна представляют собой стеклянные осколки с очень острыми краями, благодаря которым он отлично подходит для резки высохшей отделки.
Частицы легко разрушаются и образуют новые края при использовании на твердых поверхностях.Эти края хороши для удаления ржавчины с металла, старой отделки с дерева или шлифования между слоями финишного покрытия, но не так хороши для голой древесины.
Крошечные острые края минерала также создают однородный рисунок царапин. Еще одна причина, по которой хорошо между слоями отделки.
Карбид кремния иногда покрывается тканью или водостойкой бумагой, поэтому его можно использовать со смазкой, такой как вода или масло. Основа и ультратонкое зерно (до 3000 зерен) делают его хорошим выбором для заточки инструментов или мокрого шлифования отделки.
АЛЮМИНИЙ ЦИРКОНИЙ. Цирконий оксид алюминия (также известный как керамический) — еще один искусственный минерал, который действительно долговечен. Он выдерживает высокие температуры и интенсивное использование, поэтому его часто используют на шлифовальных лентах. Я обычно использую его для выравнивания и придания формы, потому что его жесткость позволяет мне удалять много древесины за один раз.
Шлифовальная лента, покрытая оксидом циркония, прослужит дольше, чем большинство других абразивов. Поэтому, даже если она стоит немного дороже, вам не придется менять ее так часто, как другие типы наждачной бумаги.
Если вы держите под рукой самые разные крупы в этих четырех типах наждачной бумаги, у вас будет то, что вам нужно почти для каждой задачи в вашем магазине. И результаты проявятся в ваших готовых проектах.
Открытая и закрытая бумага
Есть два способа нанесения абразива на бумагу: открытое и закрытое покрытие. Эти термины относятся к расстоянию между отдельными зернами абразива, которое напрямую влияет на срок службы наждачной бумаги.
У мелованной бумаги большие промежутки между зернами.Эти промежутки действуют как бороздки на пильном полотне и позволяют пыли стекать, а не забивают бумагу. Это помогает наждачной бумаге прослужить дольше.
Зернистость на бумаге с закрытым покрытием плотно упакована. Он используется там, где загрузка не является проблемой, например, при шлифовании металла. Одним из преимуществ бумаги с закрытым покрытием является то, что она создает более ровный рисунок царапин.
• Выручка от производства абразива и наждачной бумаги в США, 2013 г.
• Выручка от производства абразива и наждачной бумаги в США, 2013 г. | StatistaПопробуйте наше корпоративное решение бесплатно!
(212) 419-8286
Хэдли[email protected]
Другая статистика по теме
Пожалуйста, создайте учетную запись сотрудника, чтобы иметь возможность отмечать статистику как избранную. Затем вы можете получить доступ к своей любимой статистике через звездочку в заголовке.
Затем вы можете получить доступ к своей любимой статистике через звездочку в заголовке.
Пожалуйста, авторизуйтесь, перейдя в «Моя учетная запись» → «Администрирование».Тогда вы сможете отмечать статистику как избранную и использовать персональные статистические оповещения.
АутентифицироватьСохранить статистику в формате .XLS
Вы можете скачать эту статистику только как премиум-пользователь.
Сохранить статистику в формате .PNG
Вы можете загрузить эту статистику только как премиум-пользователь.
Сохранить статистику в формате .PDF
Вы можете загрузить эту статистику только как премиум-пользователь.
Показать ссылки на источники
Как премиум-пользователь вы получите доступ к подробным ссылкам на источники и справочной информации об этой статистике.
Показать подробные сведения об этой статистике
Как премиум-пользователь вы получаете доступ к справочной информации и сведениям о выпуске этой статистики.
Статистика закладок
Как только эта статистика будет обновлена, вы сразу же получите уведомление по электронной почте.
Да, сохранить в избранное!
…и облегчить мою исследовательскую жизнь.
Изменить параметры статистики
Для использования этой функции вам потребуется как минимум Одиночная учетная запись .
Базовый аккаунт
Познакомьтесь с платформой
У вас есть доступ только к базовой статистике.
Эта статистика не включена в вашу учетную запись.
Единая учетная запись
Идеальная учетная запись начального уровня для индивидуальных пользователей
- Мгновенный доступ к статистике 1 м
- Скачать в форматах XLS, PDF и PNG
- Подробные ссылки
$ 59 39 $ / месяц *
в первые 12 месяцев
Корпоративный аккаунт
Полный доступ
Корпоративное решение, включающее все функции.
* Цены не включают налог с продаж.
Самая важная статистика
Самая важная статистика
Самая важная статистика
Дополнительная статистика
Узнайте больше о том, как Statista может поддержать ваш бизнес.
Statista. (31 августа 2013 г.). Выручка от производства абразивных материалов и наждачной бумаги (NAICS 32791) в США с 2008 по 2013 год (в миллиардах U.Долларов) [График]. В Statista. Получено 7 февраля 2021 г. с сайта https://www.statista.com/statistics/291634/revenue-of-abrasive-and-sandpaper-manufacturing-in-the-us/
Statista. «Выручка от производства абразива и наждачной бумаги (NAICS 32791) в США с 2008 по 2013 год (в миллиардах долларов США)». Диаграмма. 31 августа 2013 года. Statista. По состоянию на 7 февраля 2021 г. https://www.statista.com/statistics/291634/revenue-of-abrasive-and-sandpaper-manufacturing-in-the-us/
Statista.
Комментариев нет